6自由度マニピュレータの構造剛性の向上
 1894
1894
概要
本稿では、マニピュレータのたわみを0.3 mm以下に抑えるための設計および技術作業の一連の取り組みを紹介する。研究対象はロボットマニピュレータである。本研究開発の目的は、以下のマニピュレータ部品の設計を最適化することである。
- アルミニウムブラケット
- スチール製U字ブラケット
- スチール製「フィン」ブラケット
実施した作業の結果。
ブラケット最適化の結果に基づき、マニピュレータの精緻化された電子モデルを開発し、モータからの最大過負荷条件下での静的強度についてマニピュレータを計算した。設計変更の提案リストを作成した。構造の検証計算を含む、最適化設計の電子モデルを開発した。
要求された剛性の結果を完全には達成できなかった。しかし、構造剛性は大幅に向上した。
- 鉛直荷重による変位が57%減少した
- X軸方向の水平荷重による変位が65%減少した
- Z軸方向の水平荷重による変位が66%減少した
- X軸まわりのモーメントによる変位が66%減少した
- Y軸まわりのモーメントによる変位が76%減少した
- Z軸まわりのモーメントによる変位が67%減少した
略語および記号
| 略語 | 定義 |
|---|---|
| TOR | 技術要求 |
| EM | 電子モデル |
| FE | 有限要素 |
| FEM | 有限要素モデル |
| SSS | 応力ひずみ状態 |
| CG | 重心 |
| CS | 座標系 |
はじめに
マニピュレータ設計の解析の初期データとして、発注者はサーフェスで作成された輪郭、および折り畳んだ状態のマニピュレータのEMを提供した。作業範囲において、マニピュレータの解析を実施し、可能な限り最小の質量を保ちつつ、作用する静的荷重およびモータからの過負荷に耐えうる構造の剛性特性を向上させた。
マニピュレータ設計の最適化の初期データとして、発注者はマニピュレータのEMを提供した。作業範囲において、設計を精緻化し、過負荷条件下での静的強度について計算し、精緻化のための推奨事項を作成した。
マニピュレータコンセプトの形成
作業範囲において、マニピュレータ設計の最適化が求められた。技術要求によれば、マニピュレータ設計に対する主な要求は以下のとおりである。
- 構造は1.1 kgの重量による静的荷重に耐えなければならない
- マニピュレータ先端のたわみは0.3 mmを超えてはならない
- 許容される質量増加は15%以下
- 関節ごとに270°に等しい現在の屈曲角度を維持する必要がある
- 固有(受注製造)部品の数を増やさないこと
マニピュレータの主要要素の説明
剛性要求は、マニピュレータの主要部にあるブラケットの形状を変更することで満たされると見込まれる。
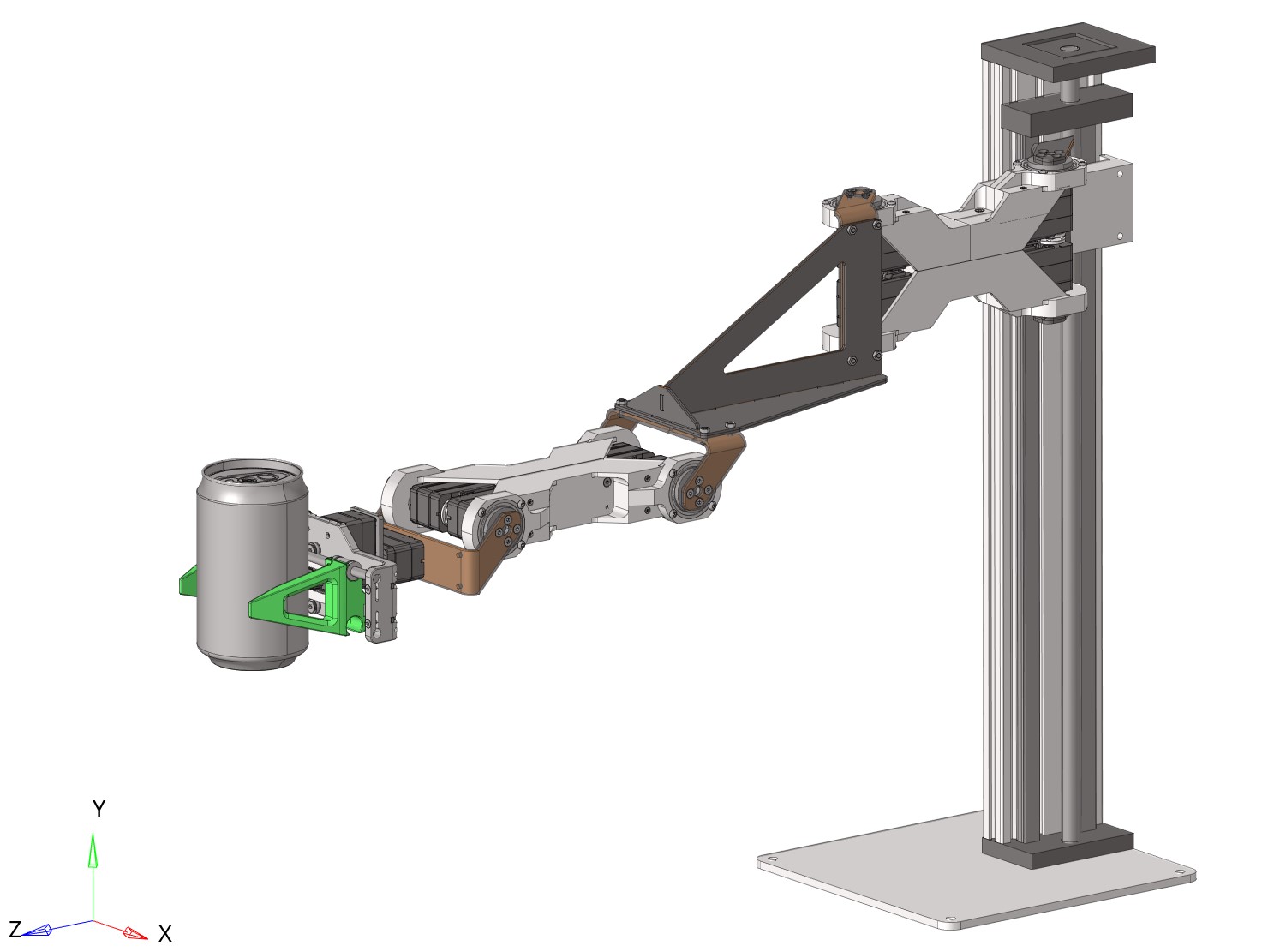
マニピュレータ全体図1 |
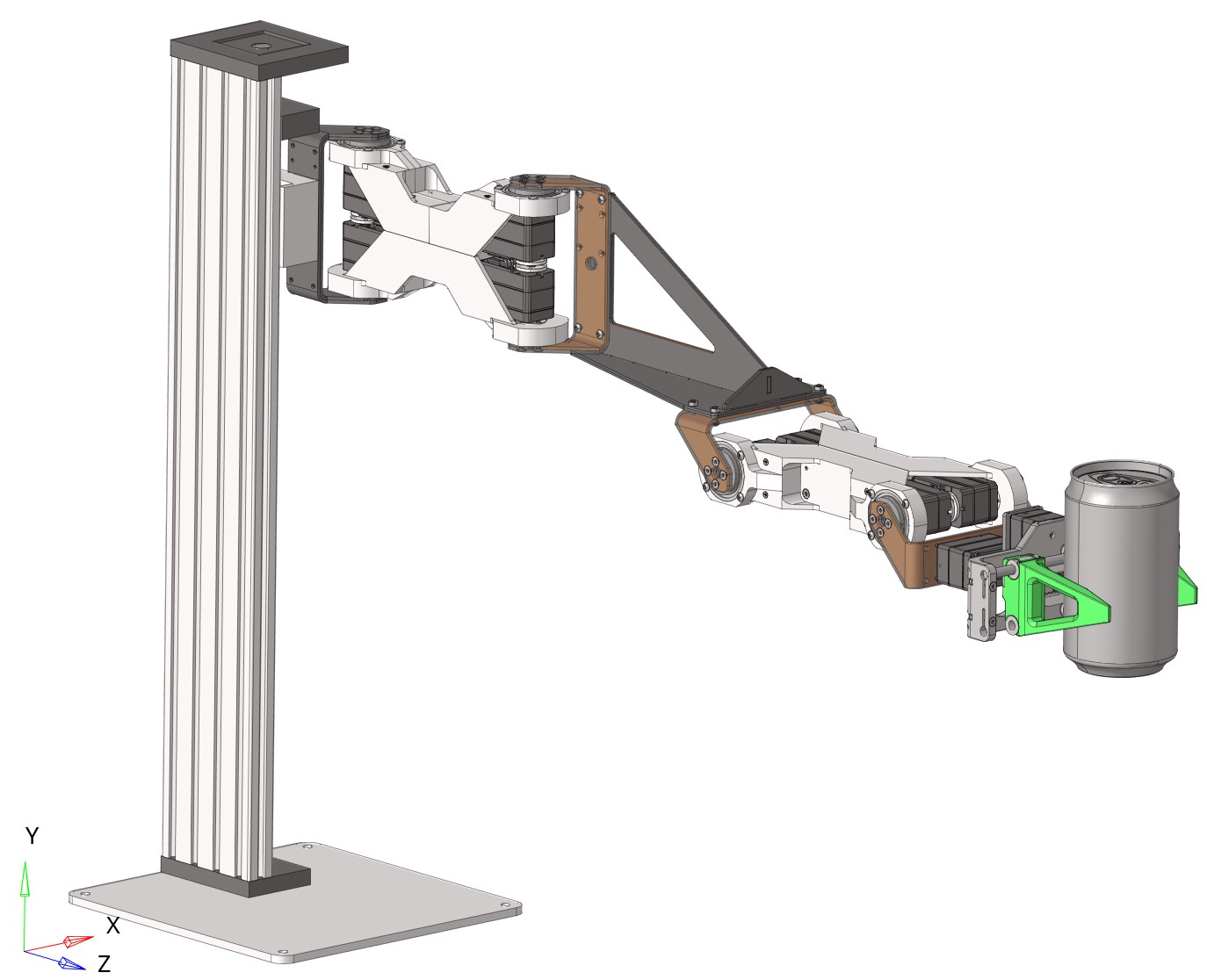
マニピュレータ全体図2 |
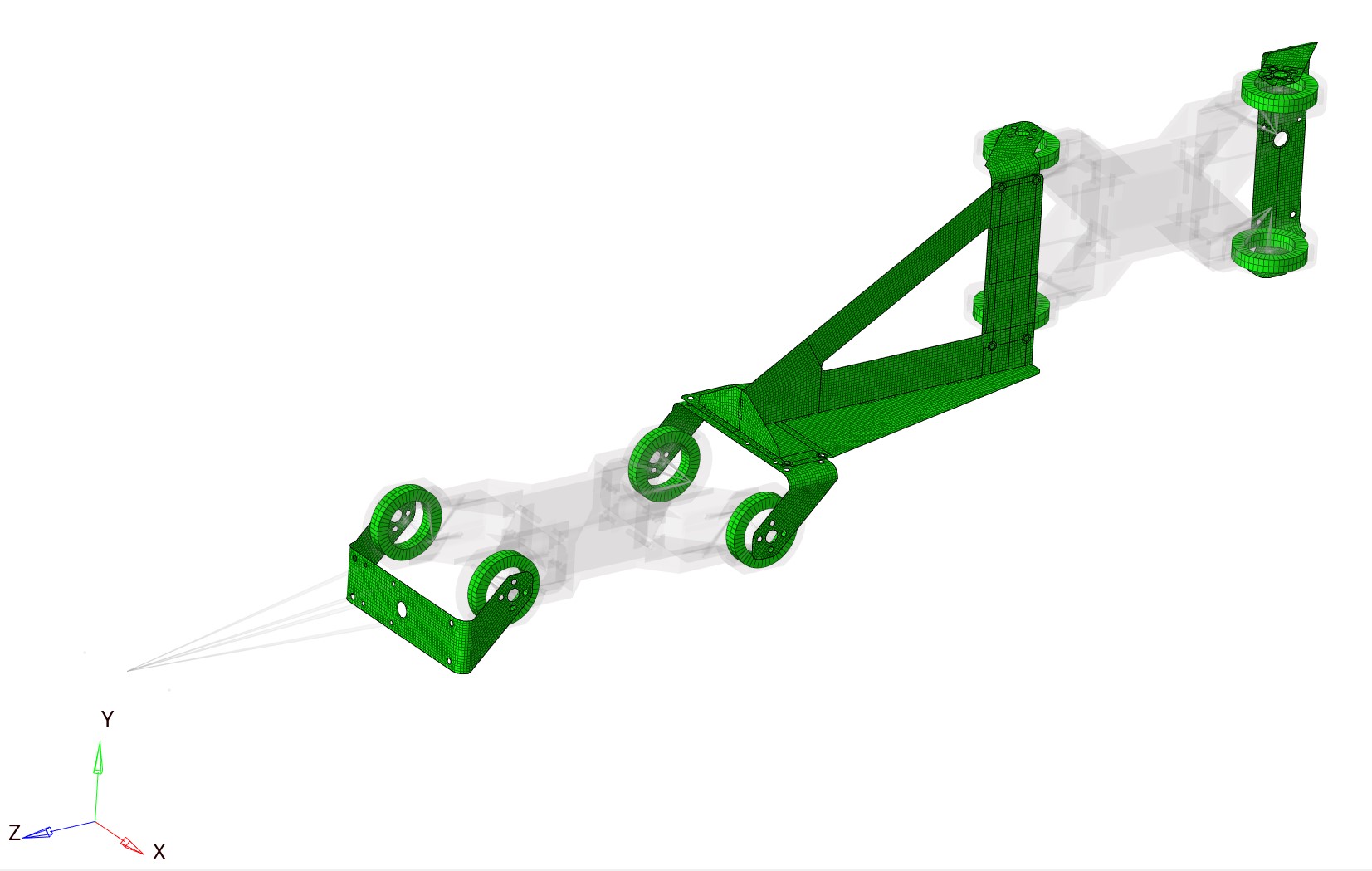
図1からわかるように、マニピュレータの設計はスタンド(図2)、4個のスチール製U字ブラケット(図3)、4個のアルミニウムブラケット(図4)、1個のスチール製「フィン」ブラケット(図5)、および10個のサーボドライブから構成される。
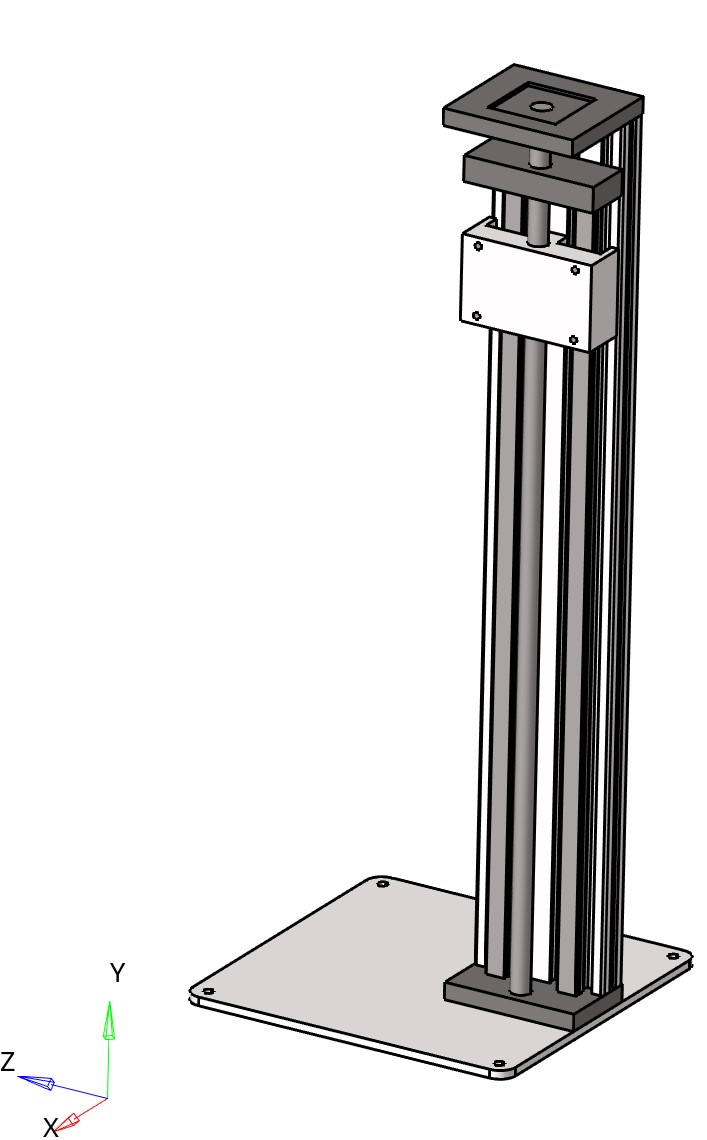
スタンド全体図
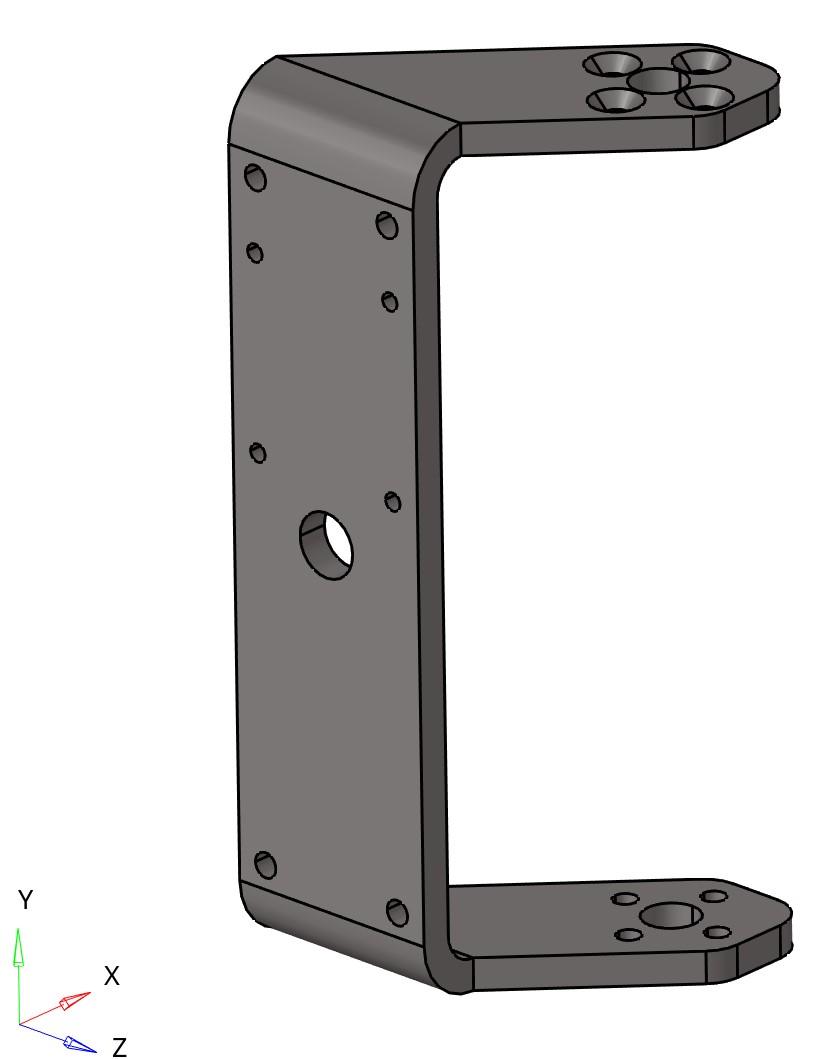
スチール製U字ブラケット1 |
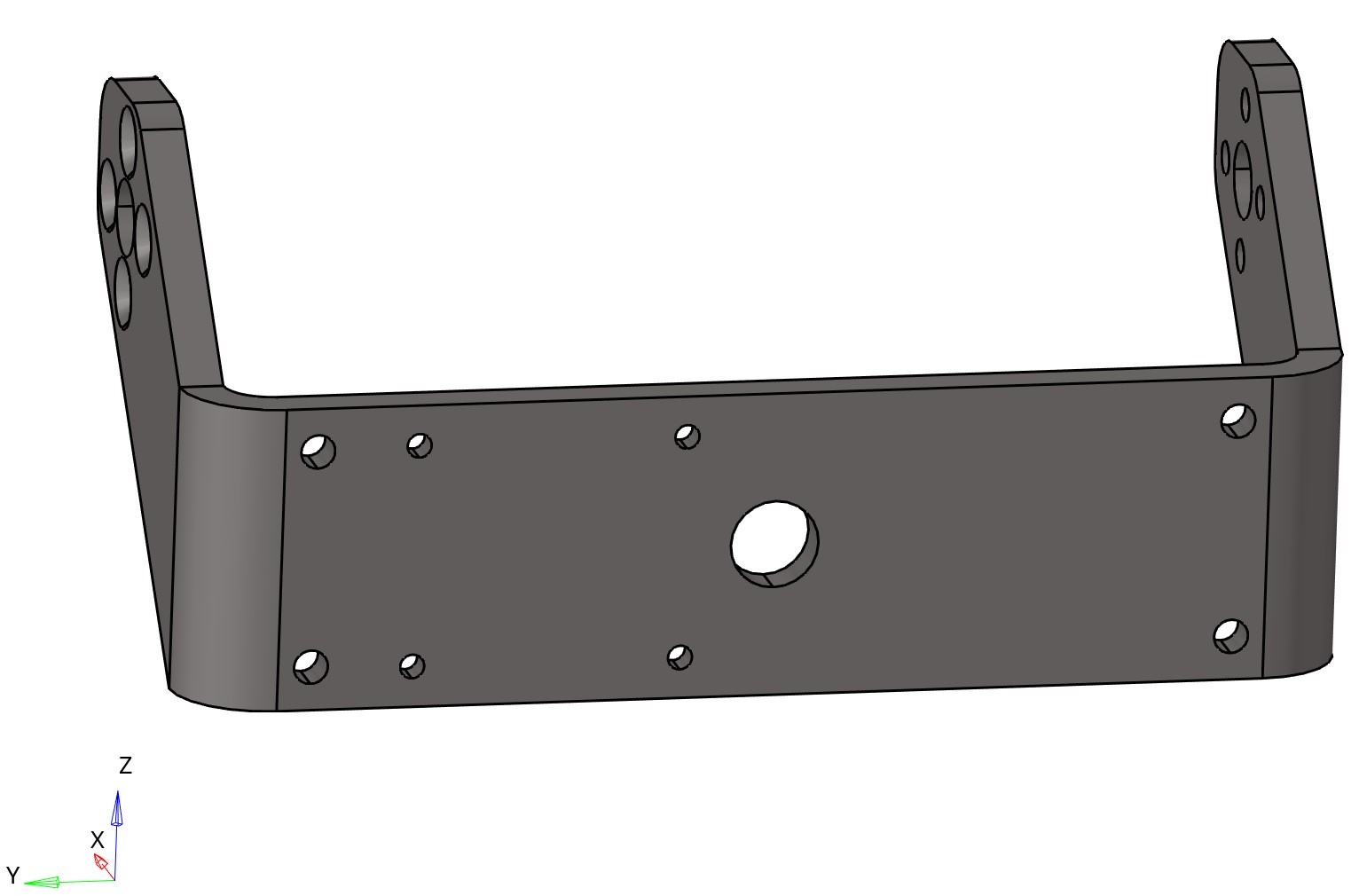
スチール製U字ブラケット2 |
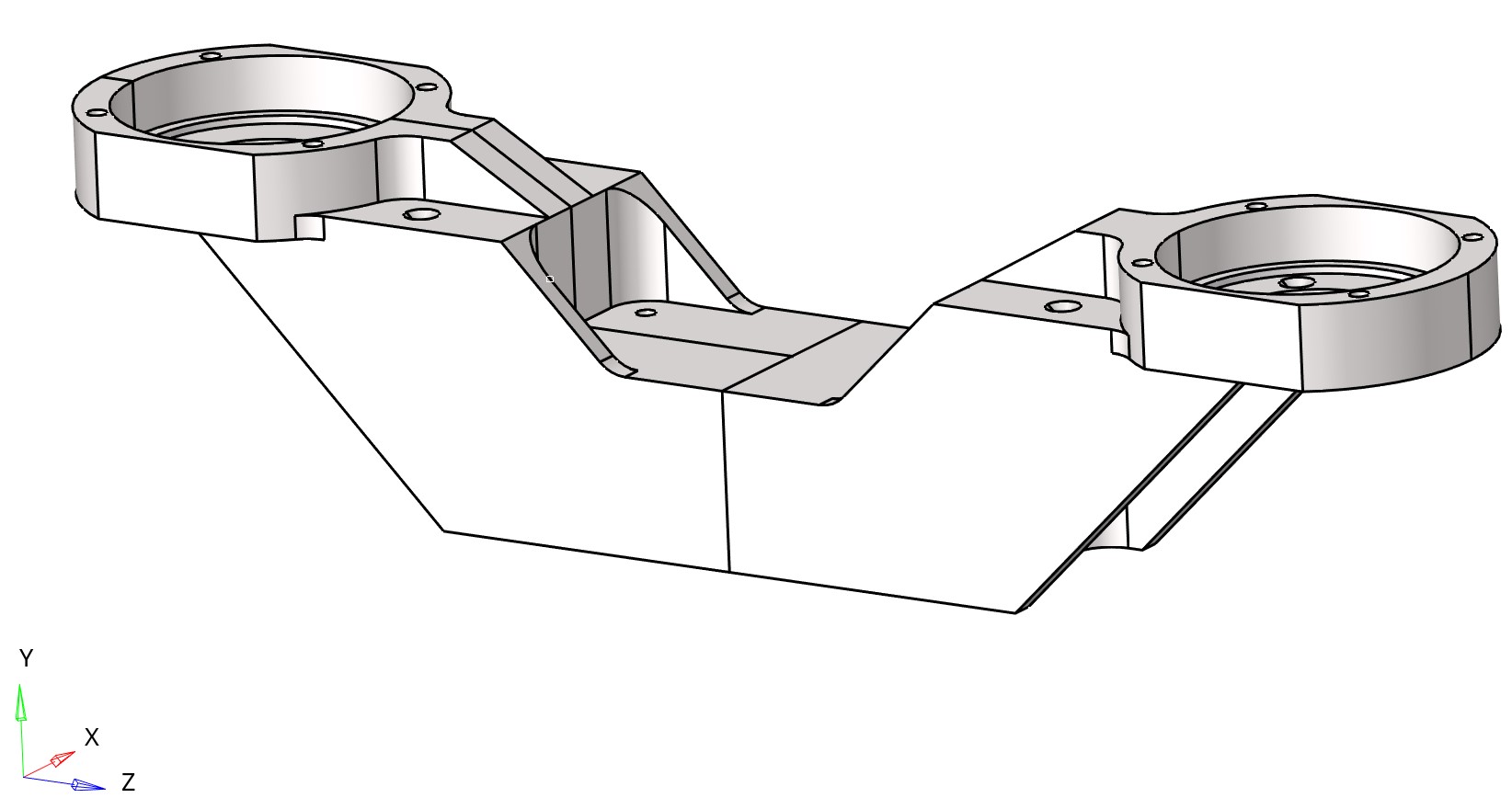
アルミニウムブラケット1 |
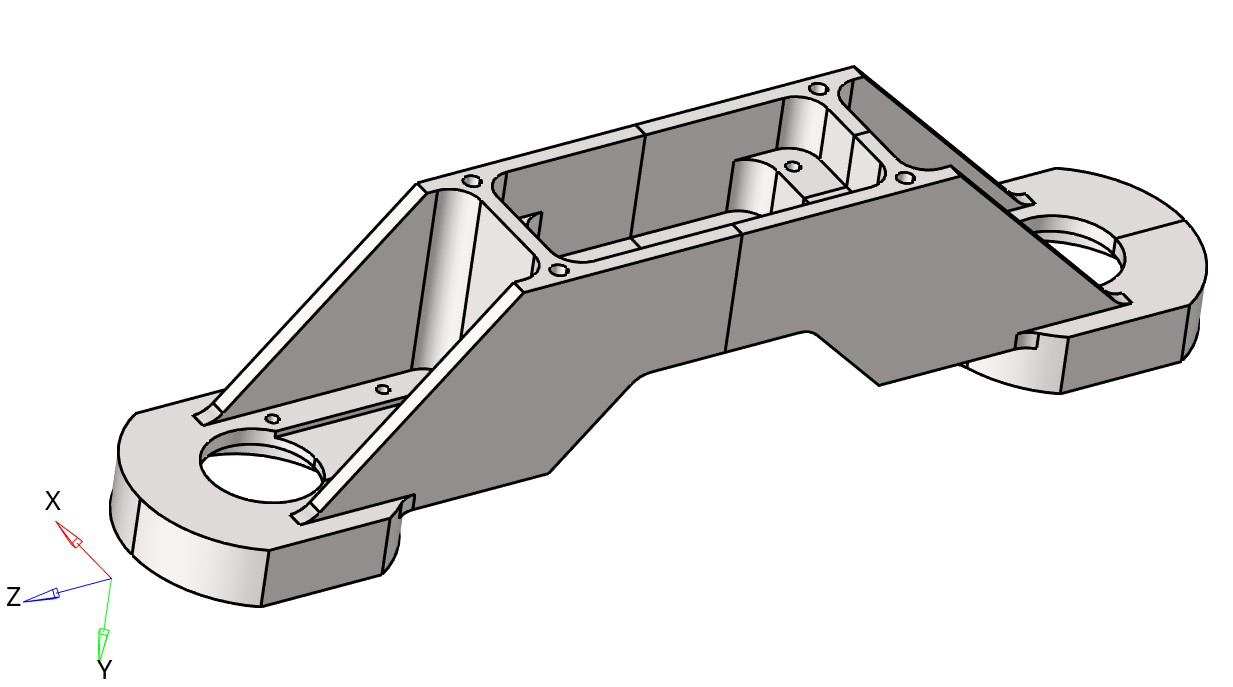
アルミニウムブラケット2 |
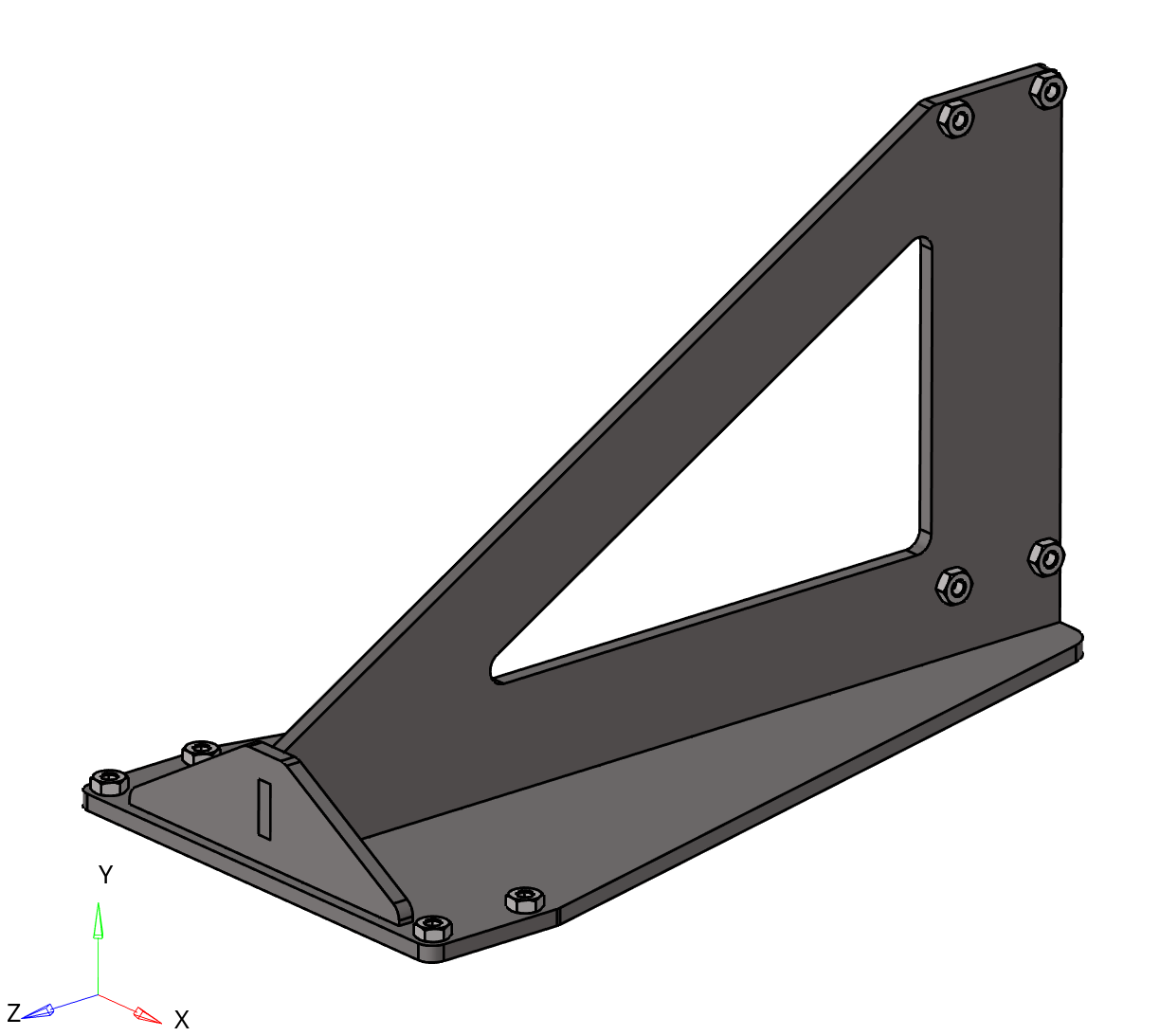
スチール製「フィン」ブラケット
モデル内の材料分布マップ。
スチール要素 |
アルミニウム要素 |
有限要素モデルの構築
FEMを作成するには、計算を高速化するためにモデルを簡略化する必要がある。スタンドを絶対剛体とみなし、マニピュレータの節点のスタンドへの取り付けを境界条件で置き換える(マニピュレータのスタンドへの取り付け点を固定する)こととした。また、マニピュレータの最終リンク(グリッパアセンブリ)のモデル化を絶対剛体リンクで置き換えることとした。

図8 — FEモデル全体図

図9 — モデルで使用した要素タイプ
U字ブラケットと「フィン」ブラケットは、部品寸法の一つ(厚さ)が他の2つの部品寸法より << であるため、平面QUAD4型要素でモデル化することとした。QUAD4は節点あたり6自由度を持つ平面4節点要素である。

図10 — スチール製U字ブラケットのFEM |

図10 — スチール製U字ブラケットのFEM |

図11 — スチール製「フィン」ブラケットのFEM
アルミニウムブラケットとベアリングは、tetra4より精度が高いため、HEX8型ソリッド要素でモデル化することとした。HEX8は節点あたり3自由度を持つソリッド8節点要素である。

図12 — アルミニウムブラケットのFEM |

図12 — アルミニウムブラケットのFEM |
力の伝達とボルト結合のモデル化
モータからブラケットおよびベアリングへの力の伝達をモデル化するため、RBE2型要素でモデル化することとした。また、要素を結合するボルトをRBE2で置き換えることとした。RBE2は絶対剛な有限要素である(マスタ節点の変位がスレーブ節点の変位に等しい)。サーボモータのモデル化は1個のRBE2要素で置き換えられ、スレーブ節点はモータ取り付け節点、マスタ節点はスチールブラケット付きベアリング用のRBE2要素である。
ボルトをモデル化する方法は4つある。
- 第1の方法。 各節点に6自由度を持つビーム2節点有限要素でボルトをモデル化し、その節点をRBE2またはRBE3要素で表面に拘束する。
- 第2の方法。 ボルト取り付け領域における境界条件。
- 第3の方法。 RBE2要素でボルトをモデル化する。
- 第4の方法。 各節点に3自由度を持つ六面体の形をしたソリッド8節点有限要素でボルトをモデル化する。この方法では、ボルトと部品の間の接触を指定する必要がある。これによりボルト結合の挙動をより正確にモデル化できるが、FEMが複雑になる。
計算と最適化を高速化するため、第3のモデル化方法を使用する。

図14 — サーボモータモデル化のFEM

図15 — ボルトを置き換えるRBE2要素
接触相互作用の設定
ベアリングとアルミニウムブラケットの間に、Slide型の接触相互作用を作成することとした。そのためには、接触面を作成し、接触する面を指定する必要がある。その後、CONTACTを構成しなければならない。マスタ面(MASTER)とスレーブ面(SLAVE)を選択する。これらの違いは、接触時にOPTISTRUCTがスレーブ面が点でマスタ面の平面と交差するかどうかを確認する点にある。交差する場合、OPTISTRUCTはこれらの交差点に基づいて接触領域を計算する。
マスタ面は要素サイズの大きい面を選択すべきである。また、SRCHDISTとCLEARANCE(隙間)を指定することも重要である。第1のパラメータはどの距離で面が接触しているとみなすかを示し、第2のパラメータは隙間を示す。
これらの解析では、SLIDE型接触は面の間に摩擦がない接触タイプである。追加の接触設定としてN2SまたはS2Sがある。第1の接触タイプは計算リソースの面で最も高速だが、接触圧力の様相を表すのにあまり正確ではない。第2のものは正確だが、計算を大幅に遅くする。

図16 — ベアリングとブラケットの接触相互作用
荷重ケースの形成
静的強度についてマニピュレータを計算するには、荷重モードを決定する必要がある。
安全係数Kを1.5と定める。
鉛直力は、荷重質量mに重力加速度gと安全係数Kを乗じたものとして計算される。
$F_y = m cdot g cdot K = 16.18,text{N}$
$F_x = varepsilon cdot R cdot m cdot K = 6.73 text{N}$
$F_z = omega^2 cdot R cdot m cdot K = 72.49 text{N}$
$M_x = left(J_{x,mathrm{cg}} + m cdot d_1^2right) cdot K cdot varepsilon + F_y cdot l_1
= 651 text{N}cdottext{mm}$
$M_y = left(J_{y,mathrm{cg}} + m cdot d_2^2right) cdot K cdot varepsilon + F_x cdot l_2
= 635 text{N}cdottext{mm}$
$M_z = left(J_{z,mathrm{cg}} + m cdot d_3^2right) cdot K cdot varepsilon
= 133 text{N}cdottext{mm}$
記号一覧表
| 記号 | 説明 | 測定単位 |
|---|---|---|
| Fy | 鉛直力(重量) | N |
| Fx | 水平力(接線慣性力) | N |
| Fz | 軸方向力(遠心力) | N |
| Mx | X軸まわりの合計モーメント | N·mm |
| My | Y軸まわりの合計モーメント | N·mm |
| Mz | Z軸まわりのねじりモーメント | N·mm |
| m | 荷重質量 | t |
| g | 重力加速度 | mm/s² |
| K | 安全係数 | 無次元 |
| ε | 角加速度 | rad/s² |
| ω | 角速度 | rad/s |
| R | 回転軸から荷重重心までの距離 | mm |
| J_cg | 荷重の重心まわりの慣性モーメント(添字x、y、z付き) | t·mm² |
| d | 荷重重心から回転軸までの距離(添字1、2、3付き) | mm |
| l | 力の作用点から回転軸までの距離(添字1、2付き) | mm |
5 結果の解析
解析結果は以下のとおりであった。
| 荷重ケース | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| 最大変位(mm) | 1.03 | 1.05 | 0.62 | 0.12 | 0.17 | 0.03 |
| 最大応力(MPa) | 93 | 92 | 65 | 10 | 14 | 4 |
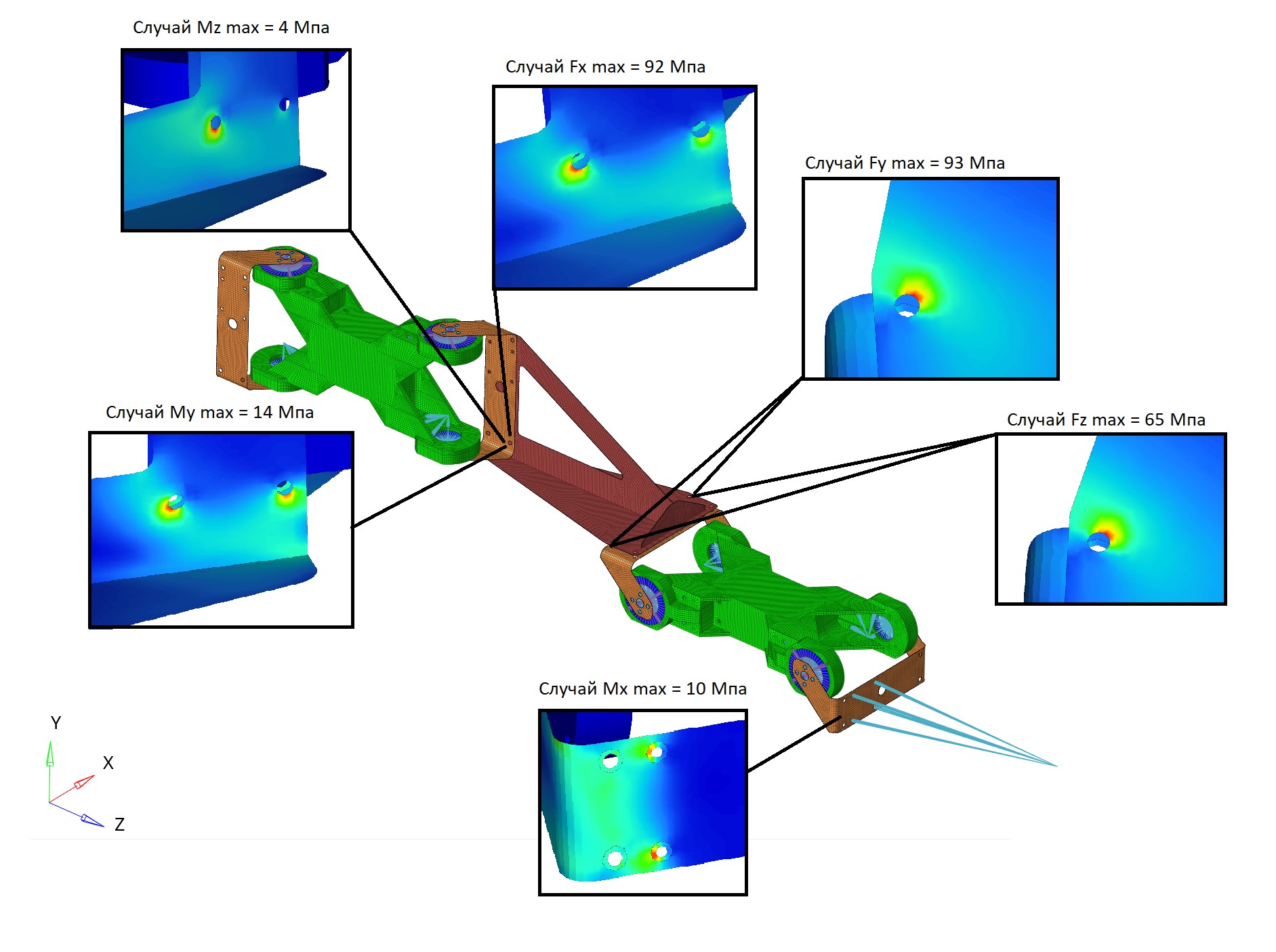
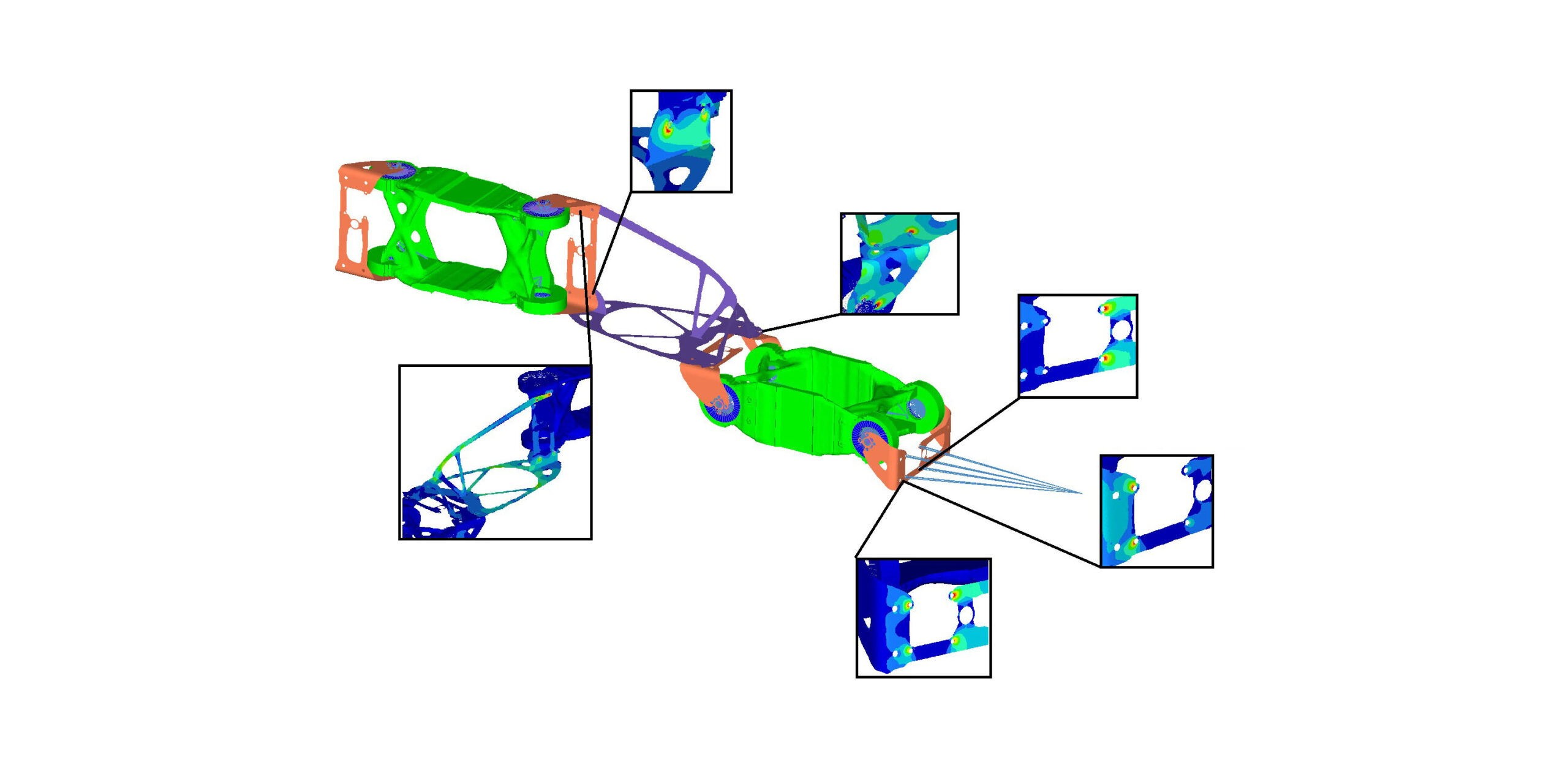
図17 — 最も荷重のかかる領域の位置、荷重ケース、およびこれらの領域で生じる応力
最大応力は部品へのボルト取り付け節点で生じる。フィンが最も高い応力を受ける。
トポロジー最適化手法の基礎(SIMPアルゴリズムによる)
最適化手法は2つのカテゴリ — 概念設計と精緻化 — に分けられる。
概念レベルでの最適化とは、そこから先に進めるための最良の形状を作り出すために、設計プロセスの初期段階で最適化(トポロジー最適化またはトポグラフィ最適化のいずれか)を実施することを意味する。
最適化プログラムは本質的に「設計 — 解析 — モデルフィードバック — 再設計」のプロセスを自動化する。これにより、全体のトポロジーを変えることなく、設計基準に従って構造に変更を加えることができる。設計最適化は、特定の寸法、形状、または任意に選択した形状の最適化に基づくことができる。
トポロジー最適化は、材料分布と、構造内で要素がどのように結合されているかに関係する。これは各要素の「等価密度」または擬似密度を設計変数とみなす。
SIMP法
トポロジー最適化手法は、与えられた境界条件、荷重モードに対応し、課された追加の制約を満たす、与えられた設計領域における最適な材料分布を決定することを可能にする。本手法の考え方は、設計領域の各部分における最適な材料分布を決定することである。そのために、設計領域はN個の要素に分割される。各要素は材料で満たされているか空であるかのいずれかである。したがって、異なる組み合わせの数は2^Nとなり、ここでNは要素数である。
SIMP法で最適化問題を解くために、各要素の材料密度は0から1まで、または$rho_{min} $ — 最小擬似密度から1までの範囲で連続的に変化する。
$0 le rho_{min} le rho le 1$
この条件を考慮し、目的関数の最小値を求める際に材料密度を変化させる。この問題を解くには、材料の弾性特性のべき乗表現を用いる「ペナルティ法」を用いるのが望ましく、これは次のように表すことができる。
$E(rho_e) = rho_e^{p},E$
ここでEは弾性係数、pは常に1より大きい「ペナルティ係数」である。または要素剛性マトリックスについては次のように表される。
$K(rho_e) = rho_e^{p},K$
ここでKは要素剛性マトリックス、pは常に1より大きい「ペナルティ係数」である。
コンプライアンスと剛性
構造の全体剛性も目的関数として使用できる。これは、与えられた質量低減のもとでコンプライアンスを最小化することとみなすこともできる。コンプライアンスは構造の全体的な可動性、すなわち「柔らかさ」の尺度であり、剛性の逆数である。全コンプライアンスは、要素内のひずみエネルギー、すなわち弾性エネルギーの総和に等しい。全コンプライアンスの最小化は、全剛性の最大化と等価である。
最適化アルゴリズムは反復プロセスを通じて、構造の全体コンプライアンスを最小化する要素密度を決定しようとする。
$C(rho) = sum_{i=1}^{N} rho_i^{p}, mathbf{u}_i^{mathsf{T}}, mathbf{k}_i, mathbf{u}_i$
ここでuは第i要素の変位ベクトル、kは第i要素の剛性マトリックス、ρは対応する要素の擬似密度である。方程式は次の形をとる。
$K,U = F$
ここでKは剛性マトリックス、Uは変位マトリックス、Fは力ベクトルである。
製造可能性に関する考察
三次元最適化に基づいて形状が決定された構造は、多くの場合、標準技術では製造できない。したがって、そのような場合には、最適化された構造のジオメトリの製造可能性を評価する必要がある。また、この問題を解決するため、最適化中に一定の制約を設定し、さまざまな従来の生産技術で製造できる状態のジオメトリを得ることに寄与させることができる。
したがって、上記アルゴリズムによる最適化のためには、最適化される各部品について、次のものを作成する必要がある Des space — 最適設計の探索が行われる拡張ジオメトリ。

図18 — スチール製U字ブラケットのDes space |

図19 — アルミニウムブラケットのDes space |

図20 — スチール製「フィン」ブラケットのDes space
最適化のパラメータと制約
最適化を実施するには、部品を最適化する基準となるモデルの変数またはパラメータ(レスポンス)を作成する必要がある。2つのシステムレスポンス、すなわちパラメータを作成する。
第1のパラメータ — wcompliance(重み付きコンプライアンス)。 その関係式は次の形をとる。
$C_w = sum_{i} W_i , C_i = frac{1}{2}sum_{i} W_i , mathbf{u}_i^{mathsf{T}} , mathbf{f}_i$
第2のパラメータ — 与えられた設計空間内の質量。 このパラメータは設計領域の質量を与える。構造全体に対して、また個々のプロパティ(コンポーネント)や材料に対して、あるいはプロパティ(コンポーネント)や材料のグループに対して定義することができる。
目的関数(すなわちコンプライアンスの低減)に加えて、制約を指定する必要がある。 dconstrain はソルバが違反してはならない制約である。計算において、質量は前の部品の質量から15%を超えて相違してはならない。これは、各設計ゾーンに対する質量制約がそれぞれ異なることを意味する。このプログラムでは、体積、相対体積、または相対質量に対する制約を指定することもできる。相対質量と相対体積の違いは、相対質量が計算にモデル全体の質量を含めるのに対し、体積率は設計領域のみを考慮する点にある。
最も最適な形状を見つけるには、目的関数を作成する必要がある。この関数は見つけなければならない極値である。ここではさまざまなシステムレスポンス(変位、ねじり角、応力など)が指定される。この場合、プログラムが最小値を探索する関数としてwcomplianceを指定する。
次に、追加の最適化制約を設定する。質量に加えて、追加の制約は次のものでもある 最大許容応力150 MPa。このパラメータは材料の降伏強度より下であるべきである。なぜなら降伏強度に達すると部品は塑性変形し、非常に深刻な結果を招きうるからである。応力制約値は、von Mises理論に従って要素内の応力と比較されることを理解すべきである。
OptiStructにおける製造制約
トポロジー最適化の問題は、開発された設計コンセプトが非常にしばしば製造不可能であることである。もう一つの問題は、適切な対策を講じないと、トポロジー最適化問題の解がメッシュに依存しうることである。
OptiStructは、トポロジー最適化を実施する際に製造可能性を考慮するためのいくつかの異なる手法を提供している。
mindim — トポロジー探索の際に保持すべき最小サイズを制御し、またメッシュによって生じるチェッカーボード効果を最小化し、より離散的な設計を提供する。最適化は要素に対して1または0の離散値を必要とするため、この制約は通常、そうでなければ形成されうる中間要素を排除することで設計の明瞭さを向上させる。
draw direction — 鋳造または切削の工程では、開いておらず、型のスライド方向に沿っていない空洞を作成することは不可能である。トポロジー最適化から得られる設計は、しばしば鋳造や切削に適さない空洞を含む。そのような設計解を製造可能な設計に変換することは、不可能ではないにせよ、極めて困難でありうる。
OptiStructでは、特定のトポロジーが型を所定の方向にスライドさせられるように、draw direction制約を設定できる。
2つの抜き方向オプションが利用可能である。
- The “SINGLE” オプションは、所定の抜き方向に動く1つの型が使用されることを想定する。鋳造される部品の下面は型のあらかじめ定義された作業部である。
- The “SPLIT” オプションは、このDTPLカードに記述された部品を鋳造するために、所定の抜き方向に分離する2つの型が使用されることを意味する。
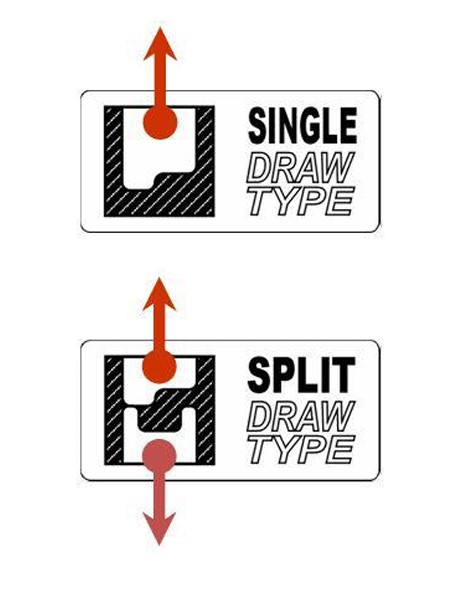
図21 — draw singleとdraw splitの違い
「SINGLE」の抜きオプションを使用する場合、プレス加工や板金の製造時に制約が生じうる。このパラメータは、3Dシェル、3D設計領域として解釈できる構造の発展を加速する。これにより、3D設計領域から2Dシェルやプレス部品を設計でき、より大きな設計の柔軟性を提供する。
部品は設計領域だけでなく非設計領域も含みうる。これらの非設計領域はプロセスへの障害物として定義されなければならない。これにより最終設計を鋳造する能力が保たれる。また、draw direction制約とともに使用するためのデフォルトの最小要素サイズがあることに留意されたい。この値は、該当コンポーネントの平均セルサイズの3倍として定義される。したがって、モデルのメッシュ密度と必要な体積率は、デフォルトの最小サイズの要素を満たすのに十分な材料があるように選択すべきである。ユーザは各構造部品について望ましい最小要素サイズを指定できる。
Pattern repetition — 類似のトポロジーパターンを作り出すように、さまざまな構造コンポーネントを結合できる手法である。
Pattern grouping — 望ましい構造形状が形成されるように変数を結びつけること。線形、平面、円形、放射状など。成形された構造要素は個々の変数によって制御され、設計が望ましいパターンに一致することを保証する。1平面、2平面、3平面、および周期対称のpattern groupingオプションも、解において対称性が作られることを保証するために同様のアプローチを用いる。
スチール製「フィン」ブラケットの最適化結果
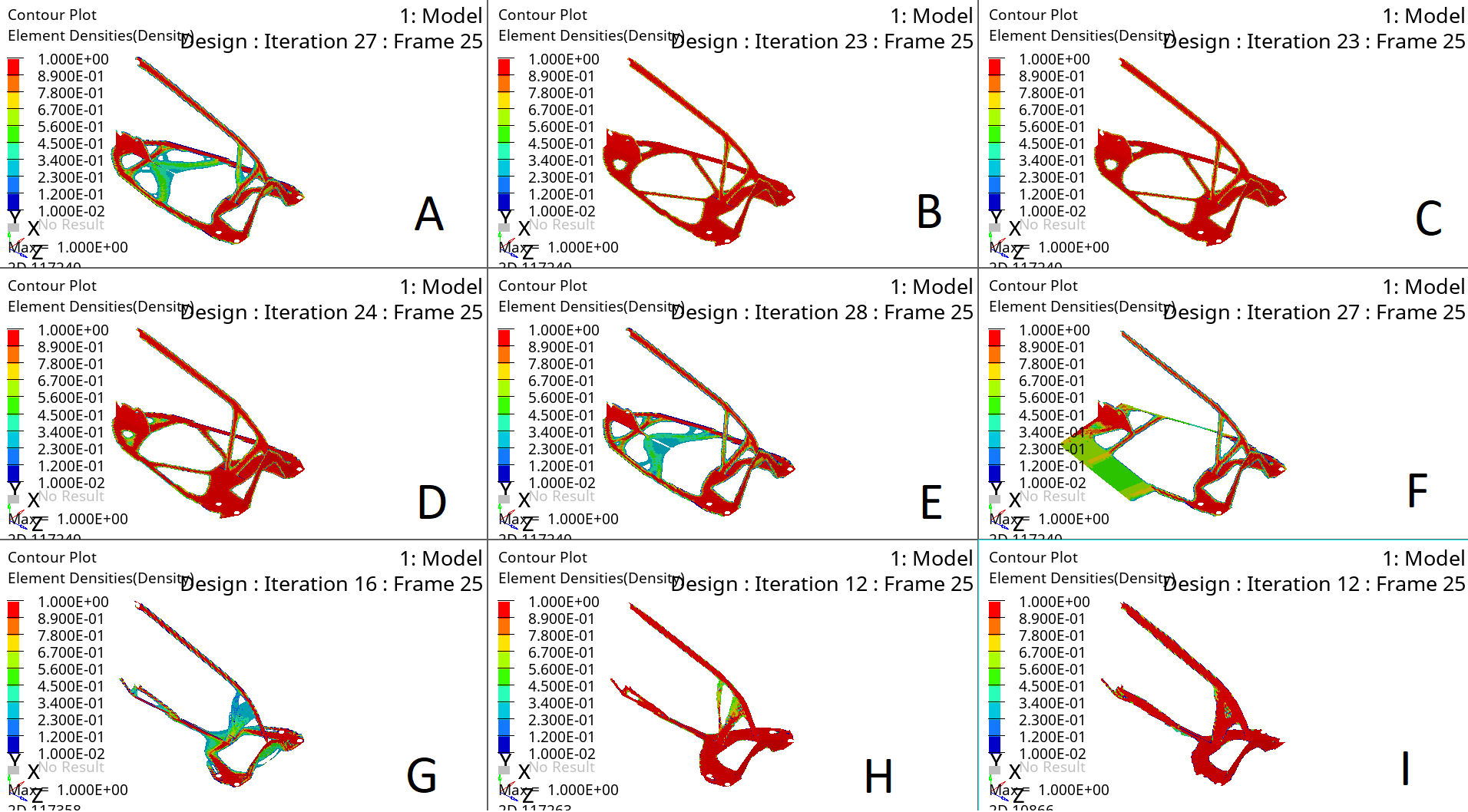
図22 — フィンについて得られた最適化バリアント
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| 材料 | スチール | スチール | スチール | スチール | スチール | スチール | スチール | スチール | スチール |
| 厚さ | 8 | 6 | 5 | 4 | 3 | 6 | 15 | 8 | 6 |
| 荷重数 | 6 | 6 | 6 | 6 | 6 | 2 | 1 | 1 | 1 |
得られた最適化パターンからわかるように、ブラケットのYZ平面はX軸まわりのマニピュレータの曲げ剛性を担う。この壁は厚さ6 mmまで増やすことが推奨される。この部分はY軸方向の剛性に最も寄与する。ブラケットのXZ平面はY軸まわりの曲げを担い、この平面は厚さ3 mmで作ることができる。具体的な輪郭とその描き起こしの選択は技術者次第である。赤い領域は最も荷重のかかる領域であり、黄緑色の境界はオプションの領域を表し、それらを含めるか否かは技術者が判断する。
スチール製U字ブラケットの最適化結果
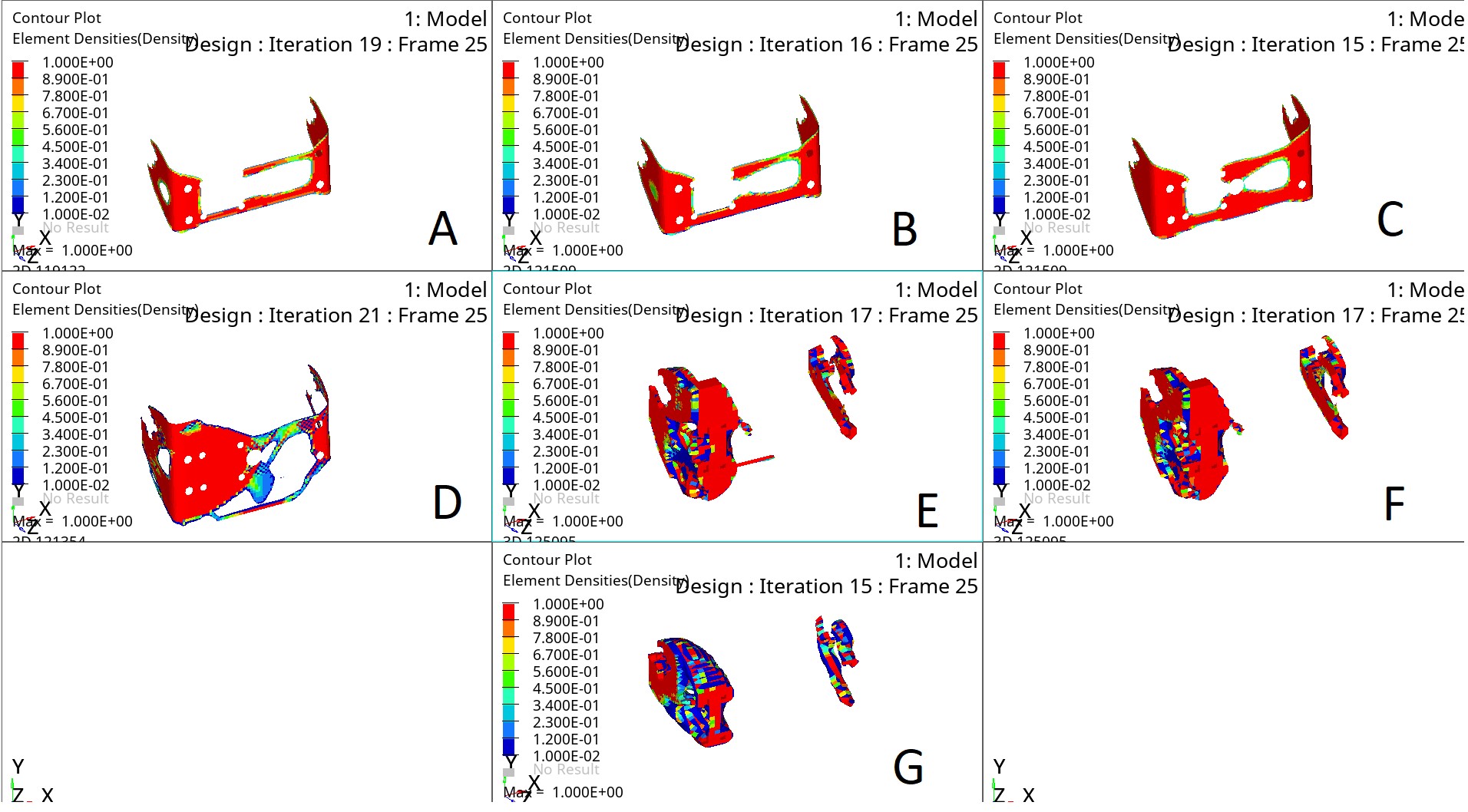
図23 — スチール製U字ブラケットについて得られた最適化バリアント
| A | B | C | D | E | F | G | |
|---|---|---|---|---|---|---|---|
| 材料 | スチール | スチール | スチール | スチール | スチール | スチール | スチール |
| 厚さ | 8 | 6 | 5 | 3 | |||
| 荷重数 | 6 | 6 | 6 | 1 | 1 | 1 | 1 |
スチール製U字ブラケットの得られた最適化パターンからわかるように、中央の穴には荷重がかからない。また、ブラケットの基部を広げ、厚さを6 mmまで増やすことが推奨される。
アルミニウムブラケットの最適化結果
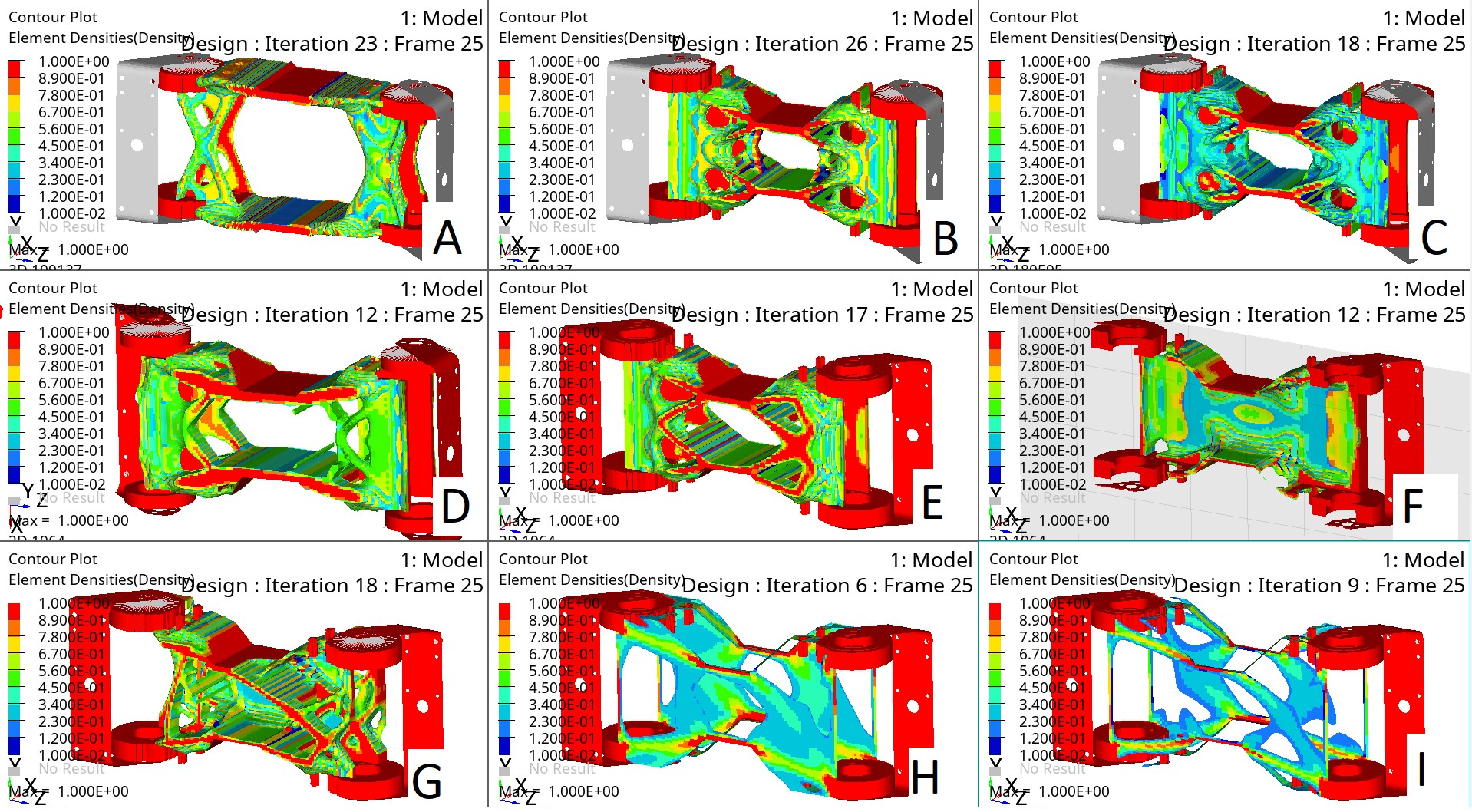
図24 — アルミニウムブラケットについて得られた最適化バリアント
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| 材料 | アルミニウム | アルミニウム | アルミニウム | アルミニウム | アルミニウム | アルミニウム | スチール | スチール | スチール |
| 対称性 | yes | yes | yes | yes | yes | yes | no | yes | yes |
| 荷重数 | 6 | 6 | 6 | 6 | 2 | 2 | 1 | 1 | 1 |
得られた最適化パターンからわかるように、質量が小さすぎるため、アルミニウムブラケットをスチールに置き換えることはできない。ほとんどの最適化パターンは、質量を壁に沿って分布させるのが最良であることを示している。これには説明がある。マニピュレータは曲げで作用するため、最適化器は最も最適な曲げ断面形状、すなわちI形断面を目指す。中央部は荷重不足であり、最外部が剛性に最も寄与するからである。

図25 — 曲げに対して最も剛な断面
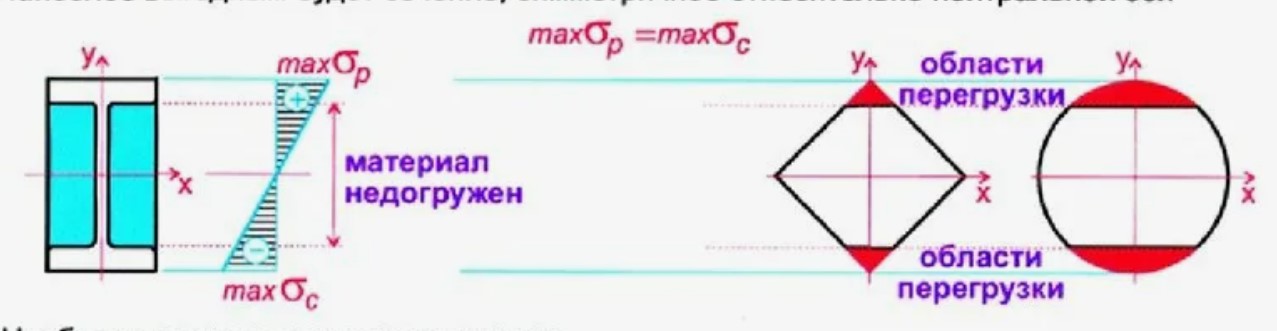
図25 — 曲げに対して最も剛な断面
検証解析
形状を選択した後、検証解析を実施しなければならない。

図26 — 最適化された構造のFEM
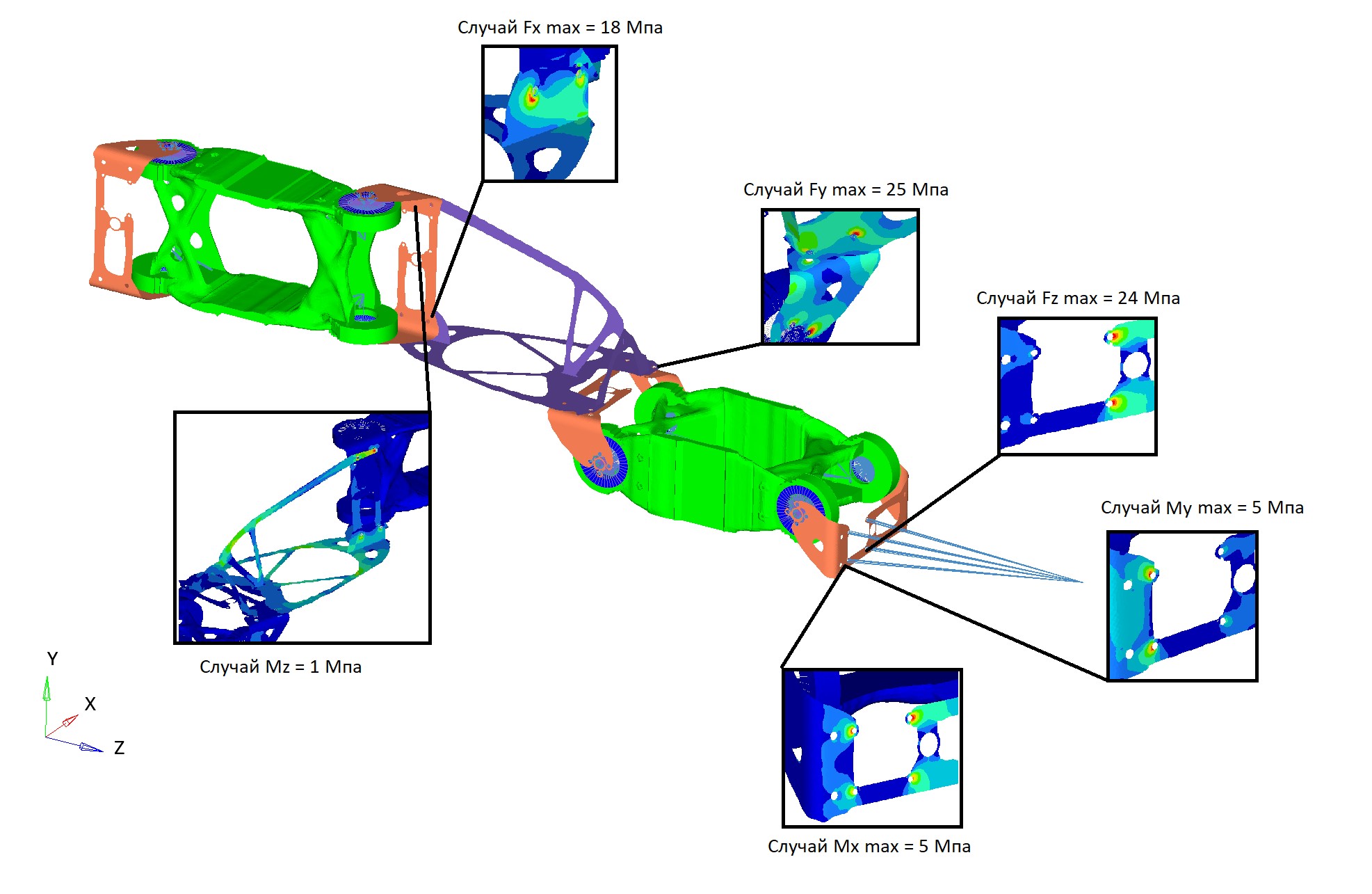
図27 — 最適化された構造の得られた計算結果
最適化設計の結果
| 荷重ケース | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| 最大変位(mm) | 0.41 | 0.31 | 0.21 | 0.04 | 0.05 | 0.01 |
| 最大応力(MPa) | 18 | 25 | 24 | 5 | 5 | 1 |
最大応力は部品へのボルト取り付け節点で生じる。

図28 — 構造剛性を高めたマニピュレータの最終版
比較:元の設計と最適化設計
| パラメータ | 元の設計 | 最適化設計 |
|---|---|---|
| 質量 | 1.937 kg | 2.376 kg |
| 最大応力 | 93 MPa | 25 MPa |
| Fyによるたわみ | 1.05 mm | 0.41 mm |
| Fxによるたわみ | 1.03 mm | 0.31 mm |
| Fzによるたわみ | 0.62 mm | 0.21 mm |
| Mxによるたわみ | 0.12 mm | 0.04 mm |
| Myによるたわみ | 0.17 mm | 0.05 mm |
| Mzによるたわみ | 0.03 mm | 0.01 mm |
結論
技術要求は満たされなかった; to ensure 要求される剛性を確保するには、許容質量を現在の値から15%を超えて増やす必要がある。大幅な剛性向上が達成された。主要な構造要素のトポロジー最適化の結果、コンプライアンスの低減が達成された。マニピュレータの変位は荷重ケースに応じて57〜76%減少した。
目標指標は達成されなかった。大幅な改善にもかかわらず、マニピュレータ先端の最終たわみ(最大変位0.41 mm)は技術要求で求められる値(0.3 mm以下)を超えた。したがって、技術仕様の主要要求を完全には満たすことができなかった。
要求パラメータ達成のための推奨事項
要求パラメータを達成するため、以下の選択肢を検討されたい。
- 許容質量を増やす 現在の15%制約を超えて
- 同一でない構造要素の数を増やす、マニピュレータの取り付け基部から続く各構造要素をより軽くしていく
- アルミニウムブラケットをスチール製に置き換える — アルミニウムの弾性係数は70 GPa、スチールは200 GPaであるため、これにより同じ荷重下で部品の剛性が2.5倍になる
- 代替材料を検討する アルミニウムより高い弾性係数とスチールより低い密度を持つもの
- 質量中心を移動する 慣性モーメントを減らすため、できるだけ基部に近づける
最適化手法の有効性
トポロジー最適化手法の適用は、与えられた設計領域(Des space)における最適な材料分布を見つける上でその有効性を証明した。本手法により、部品の荷重のかかるゾーンとかからないゾーンを特定し、それらのジオメトリ変更に関する具体的な推奨事項を策定することができた。ただし、解の製造可能性は最良ではない。
得られた具体的な設計解
最適化された3つのブラケットそれぞれについてバリアントが得られ、それを基に新しいジオメトリが開発された。構造要素を描き起こす際、得られた形状の境界が不明瞭であるため質量は計算値より大きくなるのに対し、描き起こしでは明確な境界が設定される、ということを理解することが重要である。
For the steel U-shaped bracket: 基部を広げ、曲げ剛性を担う壁の厚さを6 mmまで増やすことが推奨される。
For the aluminum bracket: 最適化器は、I形断面形状を目指して質量を壁に沿って分布させることが妥当であることを示した。
For the steel “fin” bracket: 垂直壁の厚さを6 mmまで増やすことが推奨される。基部は3 mmのままにするか、厚さ6 mmまで増やすことができる。
強度検証
最適化された構造の検証解析により、部品の最大応力が大幅に減少し(93 MPaから25 MPaへ)、これは材料の降伏強度を大きく下回り、高い安全余裕を提供することが示された。同時に、質量制約も遵守された(増加は15%以下)。
最終まとめ
より剛で強いマニピュレータ構造が得られたが、これはたわみ ≤ 0.3 mmという当初の要求を完全には満たしていない。得られた結果と方法論は、おそらくより剛な材料の使用や運動学スキームの追加変更を通じて、技術要求を完全に満たすことを目指す今後の設計反復のための確かな基盤である。
剛性アップの話、自作アームのたわみで困ってたから刺さった!!!
リブの入れ方ひとつでこんなに変わるとは思わなかった図解わかりやすかったです
ありがとうございます。リブは荷重の流れに沿わせるのが肝で、適切に配置すると重量増を抑えつつ剛性を大きく改善できます。
結局は関節の剛性が支配的。
アルミと炭素繊維だと実際どのくらい差出ます同じ重量で比べたら
同重量比較なら炭素繊維のほうが曲げ剛性で有利ですが、ねじれや取り付け部の設計で差が縮まることもあります。用途次第です。