Aumentando la rigidez estructural del manipulador de 6 GDL
 1925
1925
Resumen
Este artículo presenta un conjunto de trabajos de diseño e ingeniería para garantizar que la deflexión del manipulador no supere los 0,3 mm. El objeto de estudio es un manipulador robótico. El objetivo de la I+D es optimizar el diseño de los siguientes componentes del manipulador:
- Soporte de aluminio
- Soporte de acero en forma de U
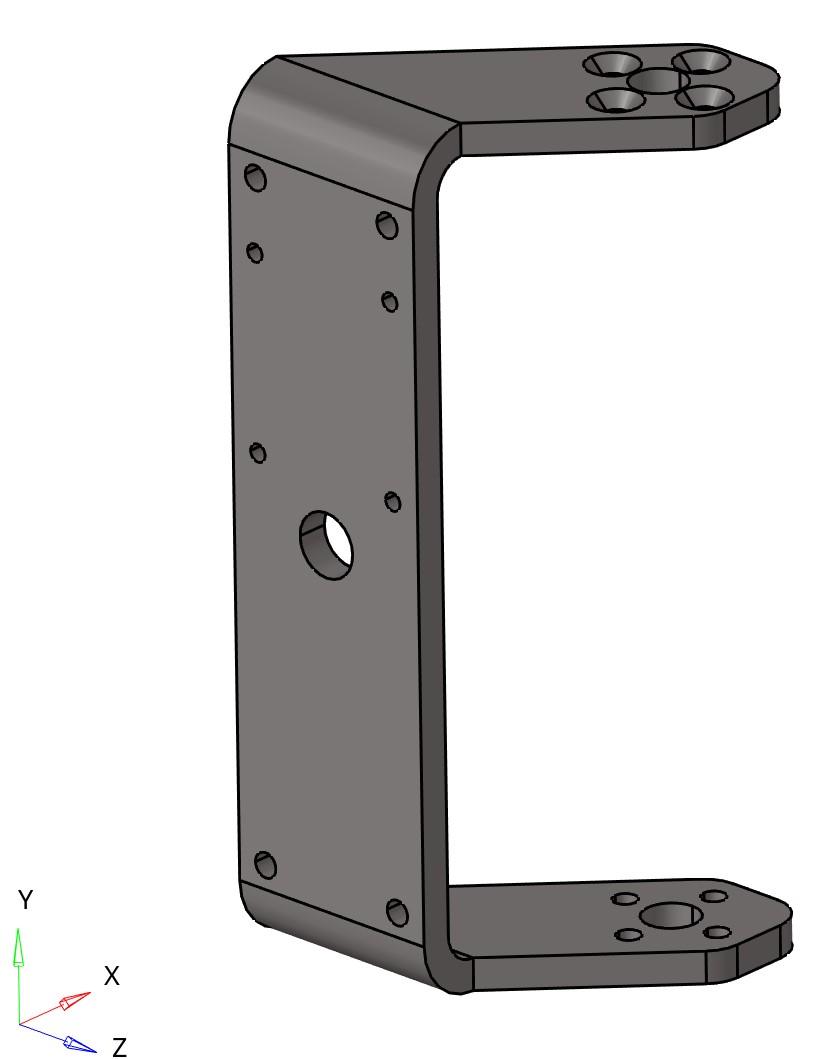
- Soporte de acero «aleta»
Resultados del trabajo realizado:
A partir de los resultados de la optimización de los soportes se desarrolló un modelo electrónico refinado del manipulador, y se calculó la resistencia estática del manipulador bajo la sobrecarga máxima de los motores. Se elaboró una lista de propuestas de modificaciones de diseño. Se desarrolló un modelo electrónico del diseño optimizado, incluidos los cálculos de verificación de la estructura.
No se logró alcanzar plenamente la rigidez requerida. No obstante, la rigidez estructural aumentó de forma significativa:
- El desplazamiento por carga vertical disminuyó un 57%
- El desplazamiento por carga horizontal en el eje X disminuyó un 65%
- El desplazamiento por carga horizontal en el eje Z disminuyó un 66%
- El desplazamiento por el momento respecto al eje X disminuyó un 66%
- El desplazamiento por el momento respecto al eje Y disminuyó un 76%
- El desplazamiento por el momento respecto al eje Z disminuyó un 67%
Abreviaturas y designaciones
| Abreviatura | Definición |
|---|---|
| TOR | Requisitos técnicos |
| EM | Modelo electrónico |
| FE | Elemento finito |
| FEM | Modelo de elementos finitos |
| SSS | Estado tensión-deformación |
| CG | Centro de gravedad |
| CS | Sistema de coordenadas |
Introducción
Como datos iniciales para el análisis del diseño del manipulador, el Cliente proporcionó un contorno realizado en superficies, así como un ME del manipulador en posición plegada. En el marco del trabajo se realizó un análisis del manipulador y se aumentaron las propiedades de rigidez de la estructura, capaz de soportar las cargas estáticas y las sobrecargas de los motores que actúan sobre ella, con la mínima masa posible.
Como datos iniciales para optimizar el diseño del manipulador, el Cliente proporcionó un ME del manipulador. En el marco del trabajo se refinó el diseño y se calculó su resistencia estática en condiciones de sobrecarga, y se desarrollaron recomendaciones de mejora.
Formación del concepto del manipulador
En el marco del trabajo se requería optimizar el diseño del manipulador. Según los requisitos técnicos, los principales requisitos para el diseño del manipulador son los siguientes:
- La estructura debe soportar una carga estática de un peso de 1,1 kg
- La deflexión del extremo del manipulador no debe superar los 0,3 mm
- Aumento de masa admisible: no más del 15%
- Es necesario mantener los ángulos de flexión actuales, iguales a 270° por articulación
- No aumentar el número de piezas únicas (fabricadas a medida)
Descripción de los elementos principales del manipulador
Se prevé cumplir el requisito de rigidez modificando la forma de los soportes en la parte principal del manipulador.
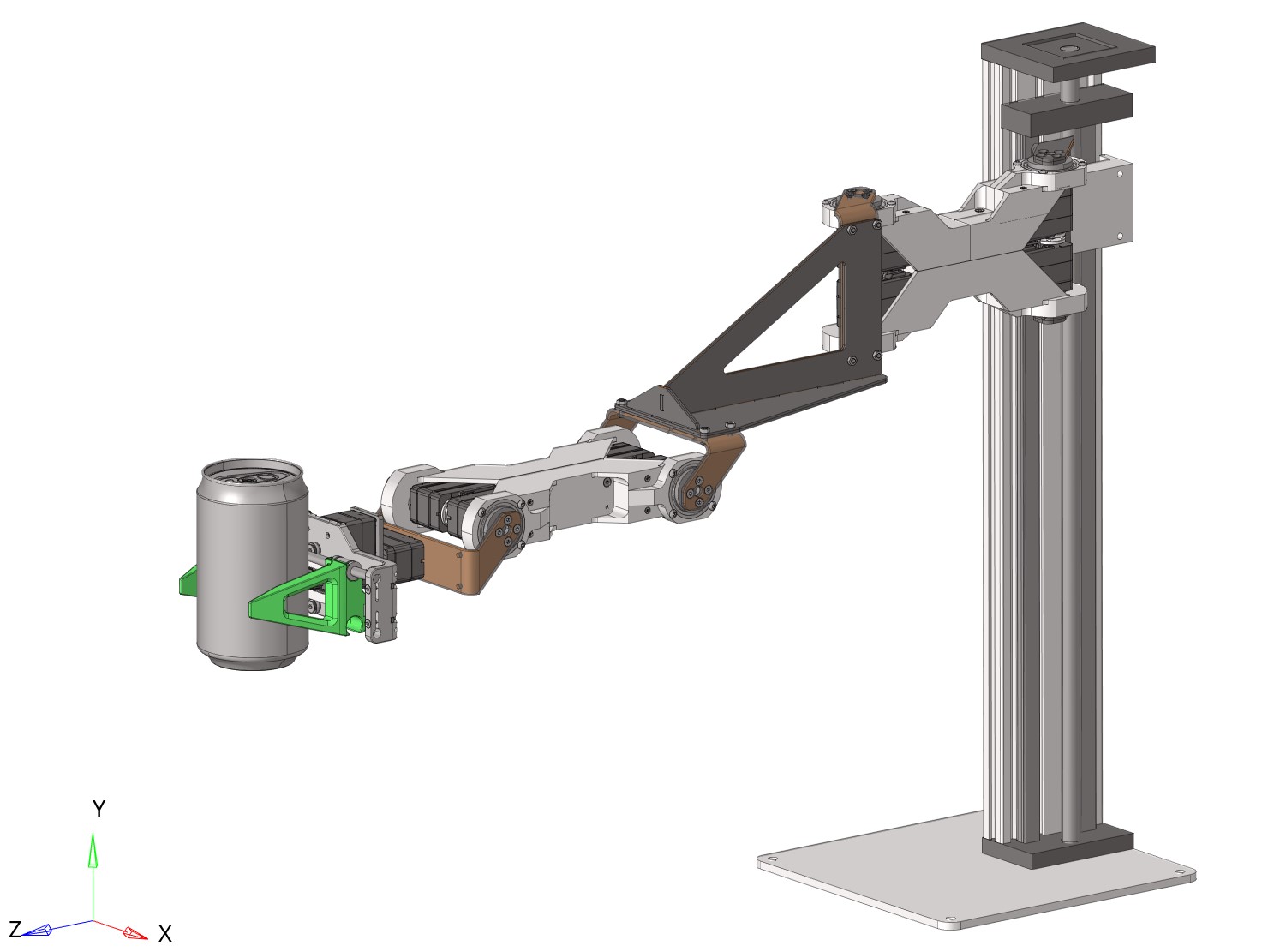
Vista general del manipulador 1 |
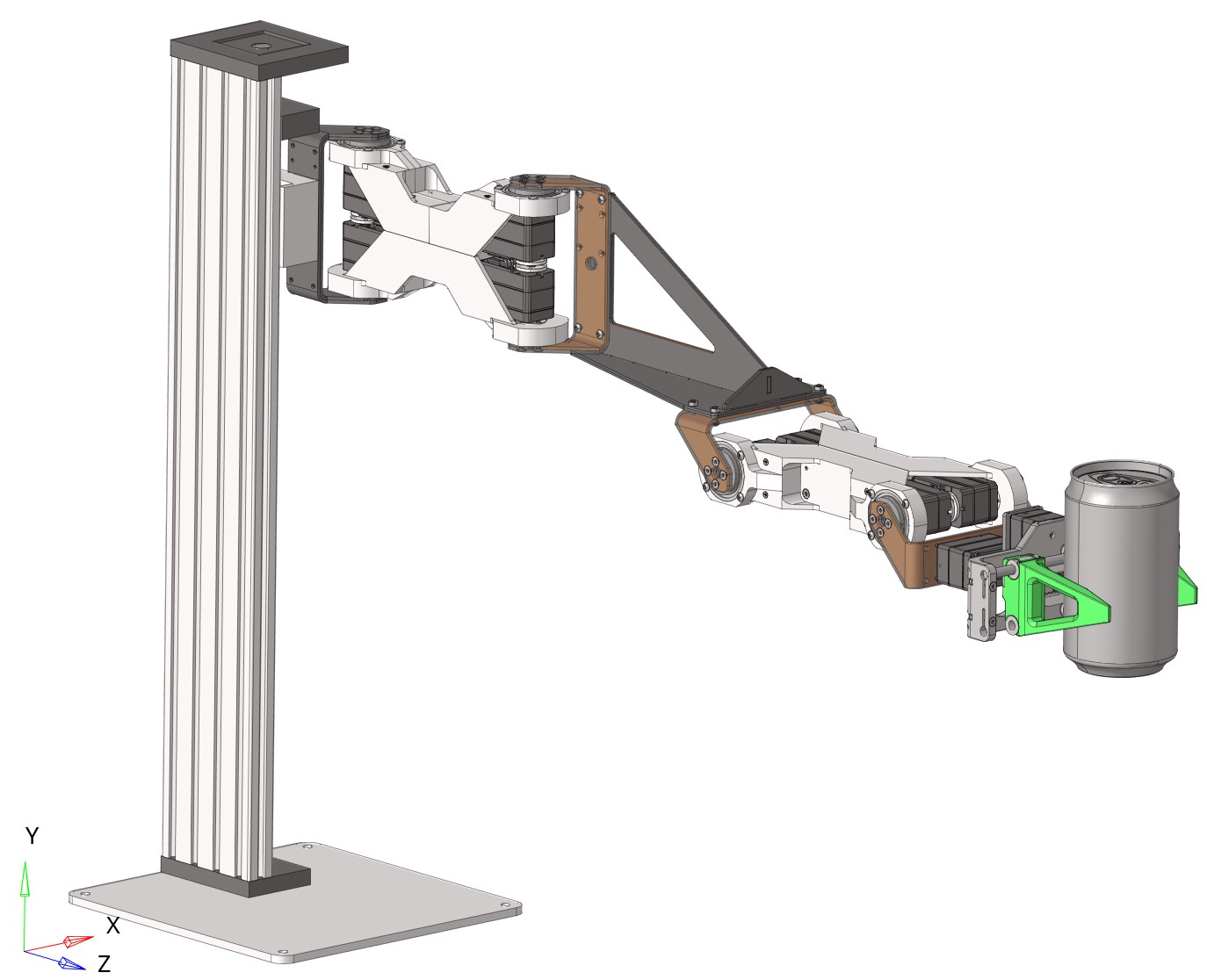
Vista general del manipulador 2 |
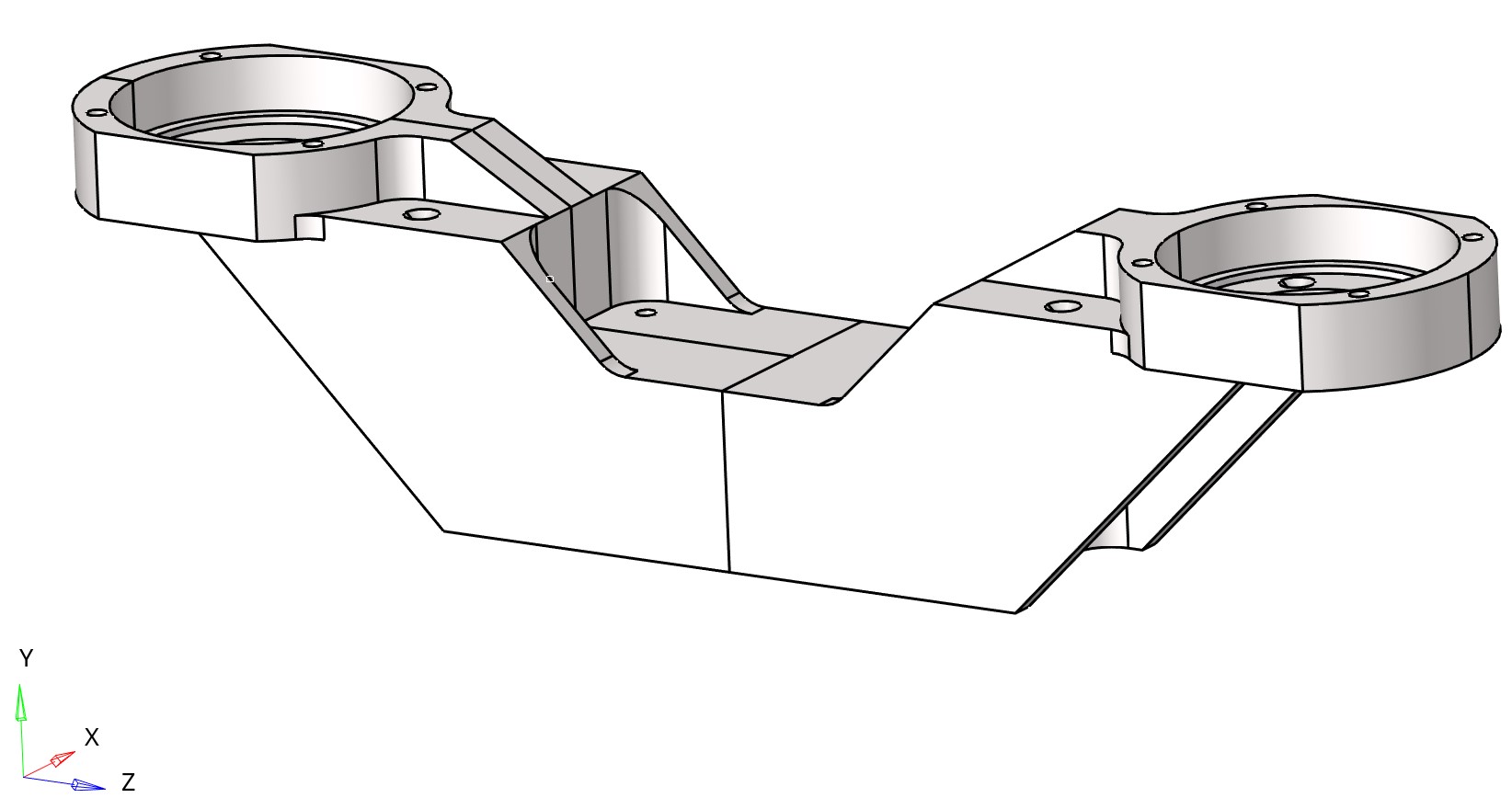
Como se aprecia en la Figura 1, el diseño del manipulador consta de un soporte base (Figura 2), 4 soportes de acero en forma de U (Figura 3), 4 soportes de aluminio (Figura 4), 1 soporte de acero «aleta» (Figura 5) y 10 servoaccionamientos.
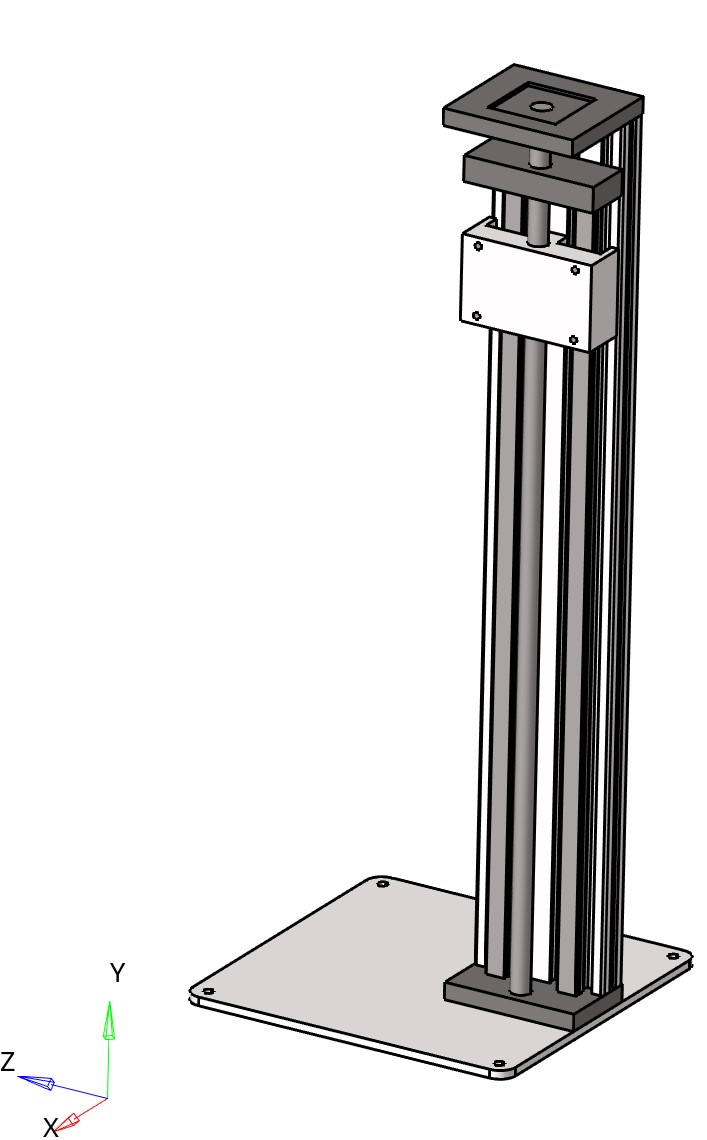
Vista general del soporte base
Soporte de acero en forma de U 1 |
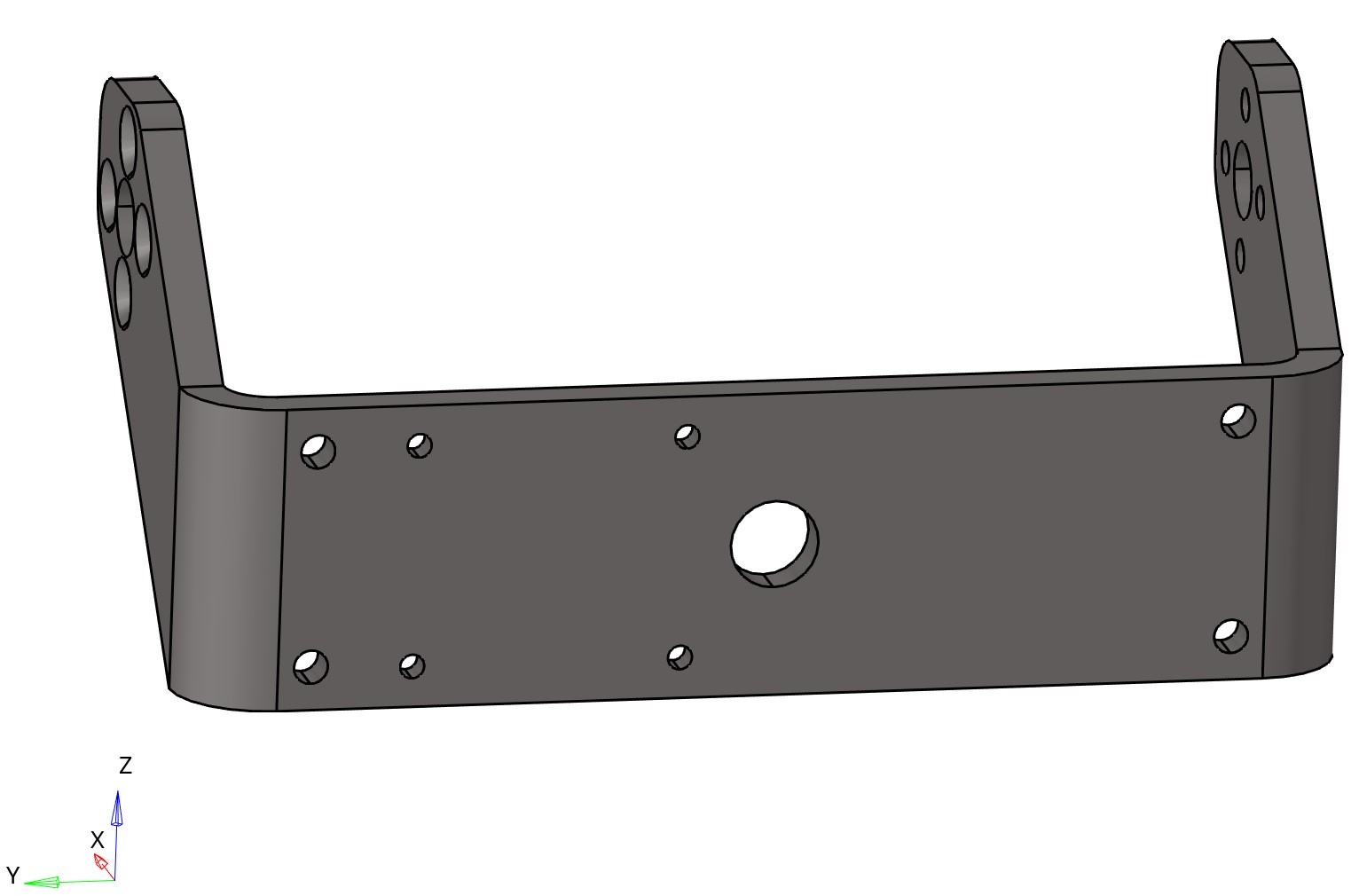
Soporte de acero en forma de U 2 |
Soporte de aluminio 1 |
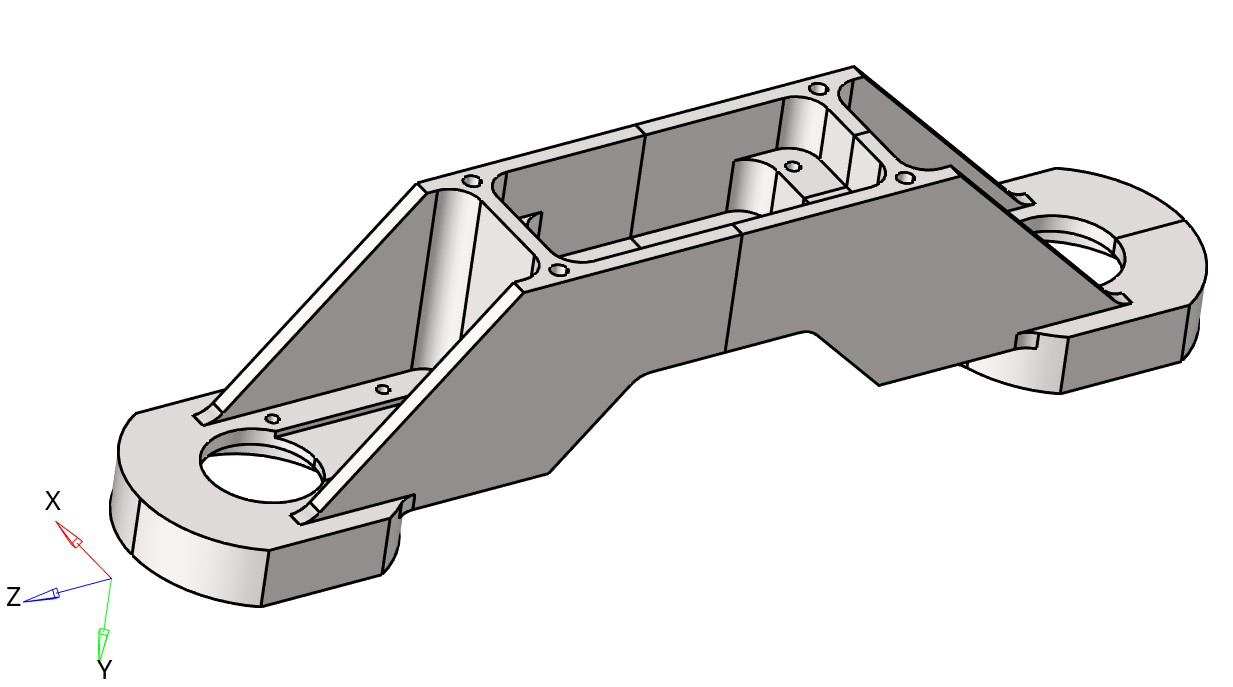
Soporte de aluminio 2 |
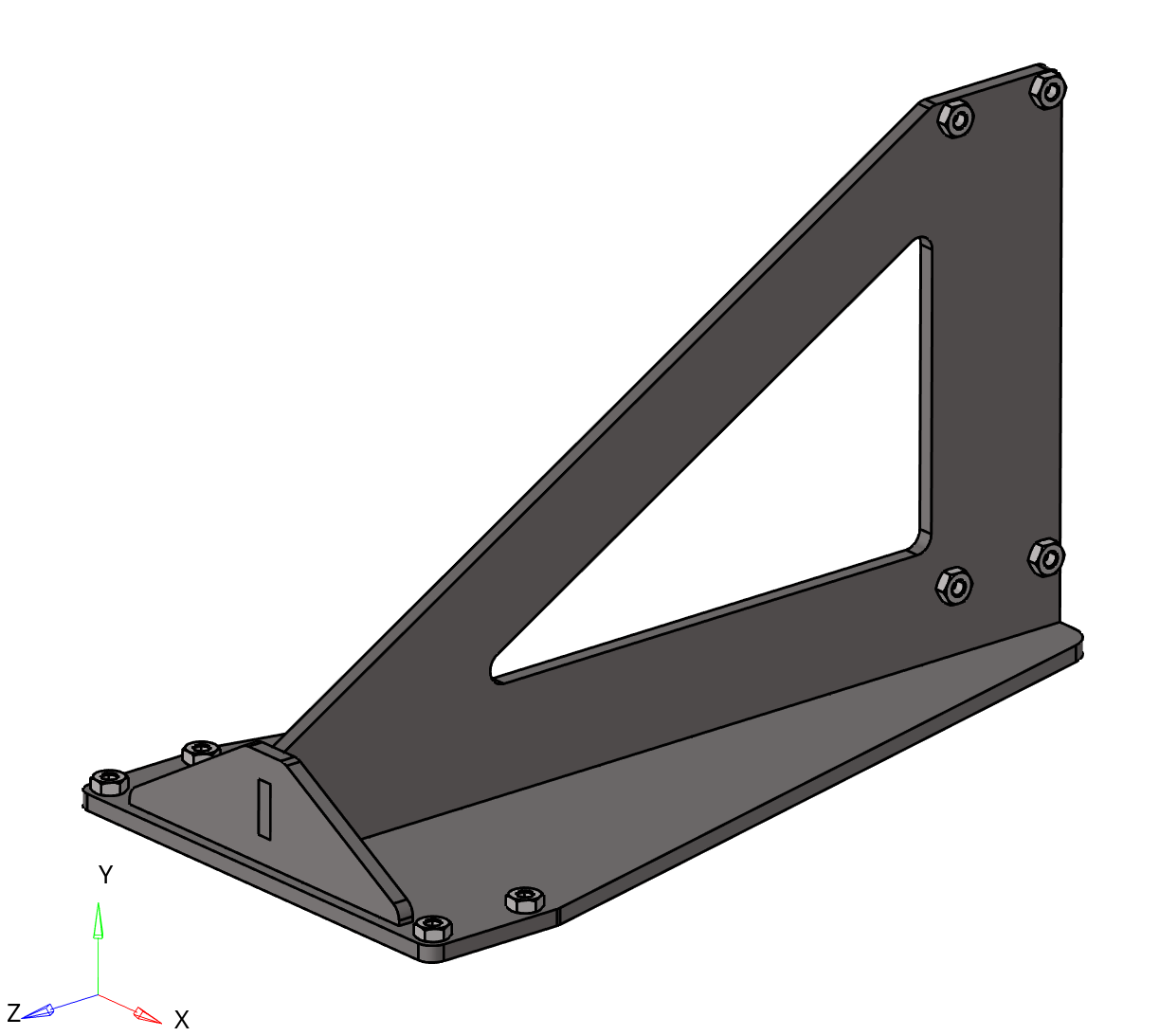
Soporte de acero «aleta»
Mapa de distribución de materiales en el modelo:
Elementos de acero |
Elementos de aluminio |
Construcción del modelo de elementos finitos
Para crear el MEF es necesario simplificar el modelo a fin de acelerar el cálculo. Se decidió considerar el soporte base como absolutamente rígido y sustituir la fijación de los nodos del manipulador al soporte base por condiciones de contorno (fijando los puntos de unión del manipulador al soporte base). También se decidió sustituir el modelado del último eslabón del manipulador (el conjunto de la pinza) por un eslabón absolutamente rígido.

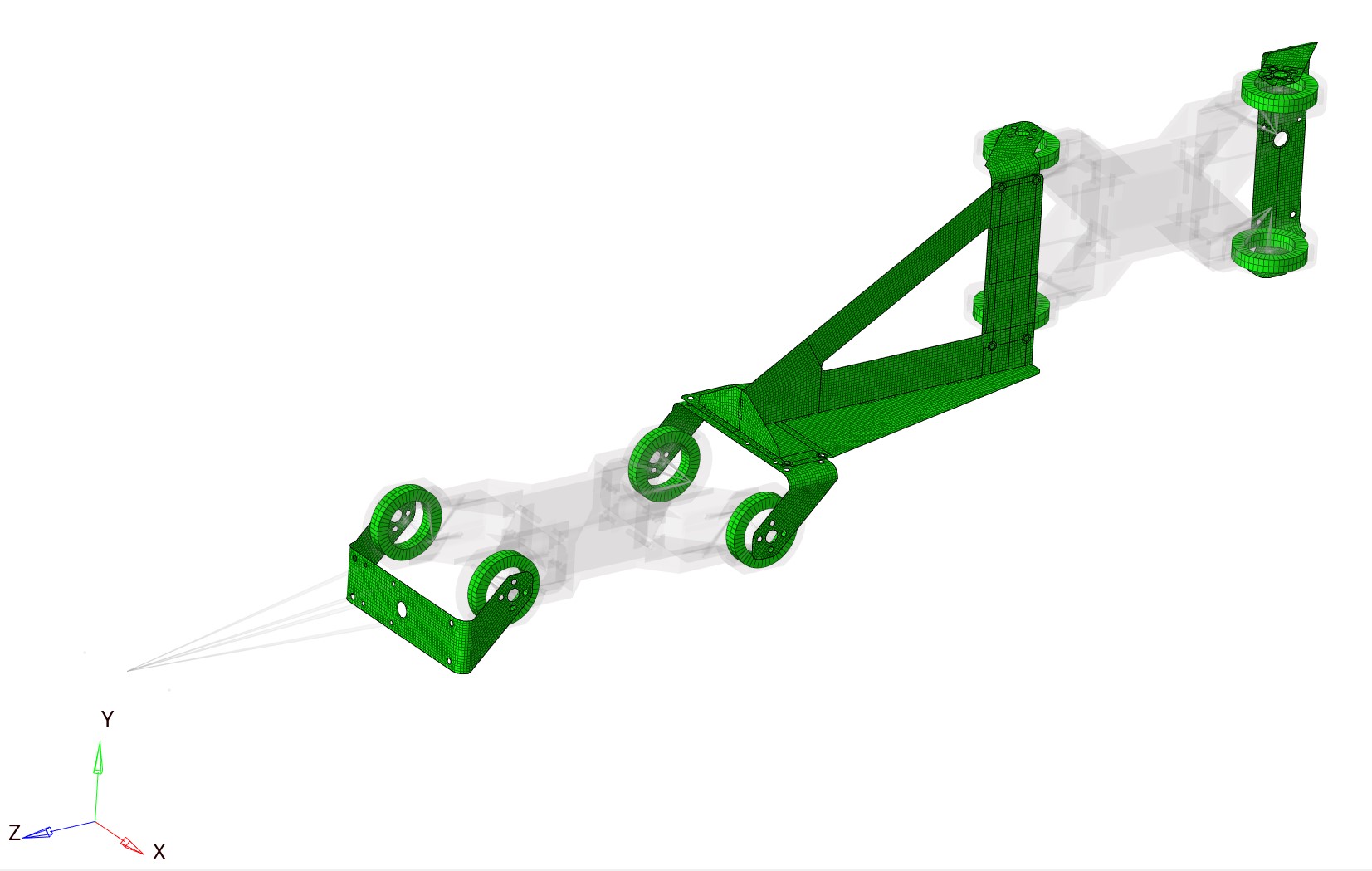
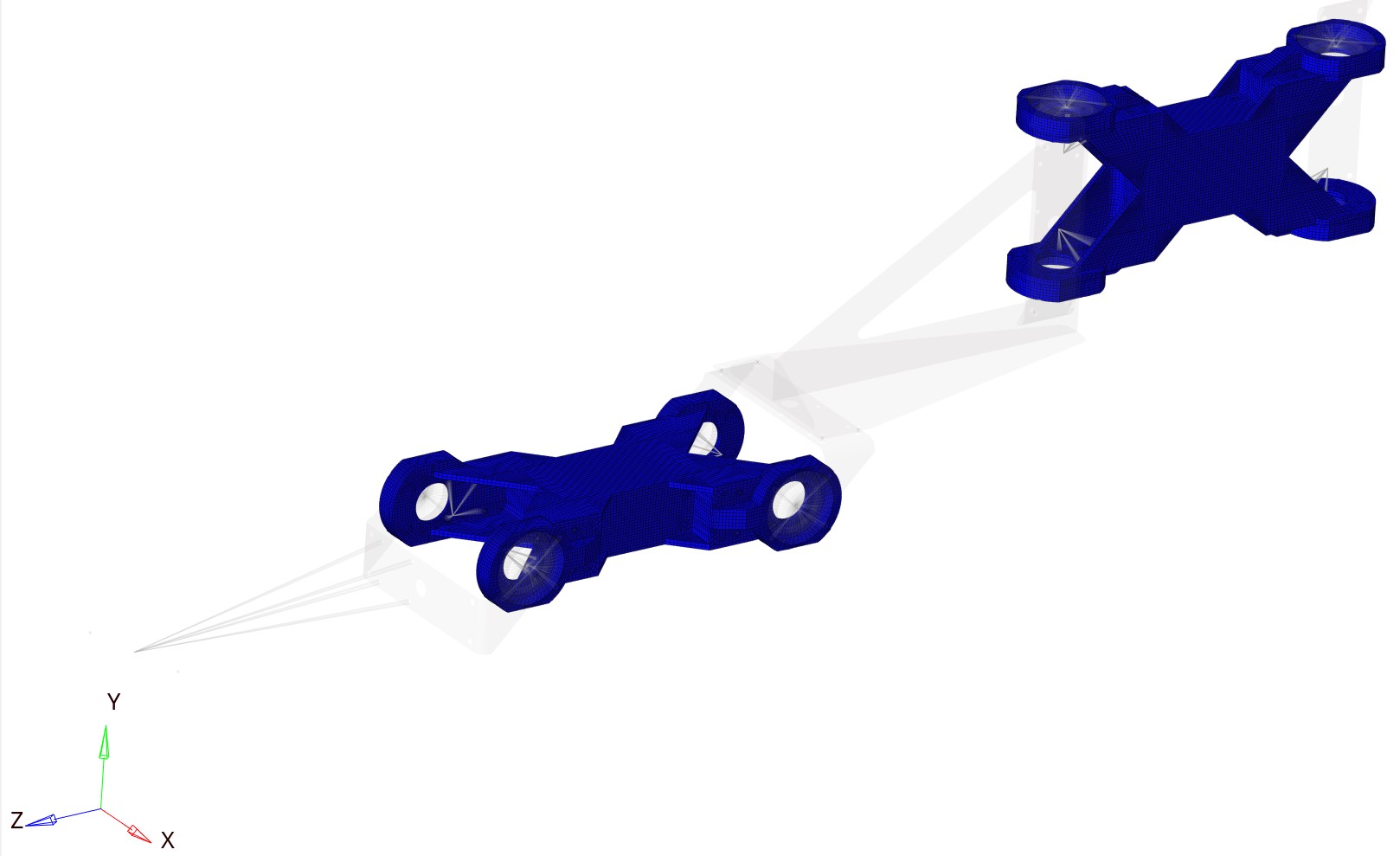
Figura 8 — vista general del modelo de elementos finitos

Figura 9 — tipos de elementos utilizados en el modelo
Se decidió modelar el soporte en forma de U y el soporte «aleta» con elementos planos de tipo QUAD4, ya que una de las dimensiones de la pieza (el espesor) es mucho menor que las otras 2 dimensiones. QUAD4 es un elemento plano de 4 nodos con 6 grados de libertad por nodo.

Figura 10 — MEF del soporte de acero en forma de U |

Figura 10 — MEF del soporte de acero en forma de U |

Figura 11 — MEF del soporte de acero «aleta»
Se decidió modelar el soporte de aluminio y el rodamiento con elementos sólidos de tipo HEX8, ya que son más precisos que tetra4. HEX8 es un elemento sólido de 8 nodos con 3 grados de libertad por nodo.

Figura 12 — MEF del soporte de aluminio |

Figura 12 — MEF del soporte de aluminio |
Modelado de la transmisión de fuerzas y de las uniones atornilladas
Para modelar la transmisión de fuerzas de los motores al soporte y al rodamiento, se decidió emplear un elemento de tipo RBE2. También se decidió sustituir los pernos que unen los elementos por RBE2. RBE2 es un elemento finito absolutamente rígido (el desplazamiento del nodo maestro es igual al desplazamiento de los nodos esclavos). El modelado del servomotor se sustituye por 1 elemento RBE2, donde los nodos esclavos son los puntos de fijación del motor y el nodo maestro es el elemento RBE2 del rodamiento con el soporte de acero.
Hay 4 formas de modelar los pernos:
- Primera forma: modelar los pernos mediante un elemento finito de viga de dos nodos con 6 grados de libertad en cada nodo y vincular sus nodos a la superficie con elementos RBE2 o RBE3.
- Segunda forma: condiciones de contorno en la zona de fijación del perno.
- Tercera forma: modelar los pernos con un elemento RBE2.
- Cuarta forma: modelar el perno mediante un elemento finito sólido de ocho nodos en forma de hexaedro con 3 grados de libertad en cada nodo. Para este método es necesario definir contactos entre el perno y la pieza. Esto permite modelar con mayor precisión el comportamiento de la unión atornillada, pero complica el MEF.
Utilizaremos la tercera forma de modelado para acelerar el cálculo y la optimización.

Figura 14 — MEF del modelado del servomotor

Figura 15 — elementos RBE2 que sustituyen los pernos
Configuración de la interacción de contacto
Entre el rodamiento y el soporte de aluminio se decidió definir una interacción de contacto de tipo Slide. Para ello es necesario crear superficies de contacto e indicar las superficies que estarán en contacto. Después hay que configurar CONTACT: seleccionar la superficie maestra (MASTER) y la superficie esclava (SLAVE). Se diferencian en que, durante el contacto, OPTISTRUCT comprueba si la superficie esclava interseca con puntos el plano de la superficie maestra; si es así, OPTISTRUCT calculará la zona de contacto a partir de esos puntos de intersección.
Como superficie maestra se debe elegir la que tenga el mayor tamaño de elemento. También es importante definir SRCHDIST y CLEARANCE (holgura). El primer parámetro indica a qué distancia considerar las superficies en contacto, mientras que el segundo indica la holgura.
En estos cálculos, el contacto de tipo SLIDE es un tipo de contacto sin fricción entre las superficies. Existe un ajuste de contacto adicional, N2S o S2S. El primer tipo es el más rápido en cuanto a coste computacional, pero ofrece con menor precisión la imagen de la presión de contacto. El segundo es preciso, pero ralentiza considerablemente el cálculo.

Figura 16 — interacción de contacto de los rodamientos y el soporte
Formación de los casos de carga
Para calcular la resistencia estática del manipulador es necesario determinar los modos de carga.
Definamos el factor de seguridad K como 1,5.
La fuerza vertical se calcula como la masa de la carga m multiplicada por la aceleración de la gravedad g y por el factor de seguridad K:
$F_y = m cdot g cdot K = 16.18,text{N}$
$F_x = varepsilon cdot R cdot m cdot K = 6.73 text{N}$
$F_z = omega^2 cdot R cdot m cdot K = 72.49 text{N}$
$M_x = left(J_{x,mathrm{cg}} + m cdot d_1^2right) cdot K cdot varepsilon + F_y cdot l_1
= 651 text{N}cdottext{mm}$
$M_y = left(J_{y,mathrm{cg}} + m cdot d_2^2right) cdot K cdot varepsilon + F_x cdot l_2
= 635 text{N}cdottext{mm}$
$M_z = left(J_{z,mathrm{cg}} + m cdot d_3^2right) cdot K cdot varepsilon
= 133 text{N}cdottext{mm}$
Tabla de símbolos
| Símbolo | Descripción | Unidad de medida |
|---|---|---|
| Fy | Fuerza vertical (peso) | N |
| Fx | Fuerza horizontal (fuerza de inercia tangencial) | N |
| Fz | Fuerza longitudinal (fuerza centrífuga) | N |
| Mx | Momento total respecto al eje X | N·mm |
| My | Momento total respecto al eje Y | N·mm |
| Mz | Momento torsor respecto al eje Z | N·mm |
| m | Masa de la carga | t |
| g | Aceleración de la gravedad | mm/s² |
| K | Factor de seguridad | Adimensional |
| ε | Aceleración angular | rad/s² |
| ω | Velocidad angular | rad/s |
| R | Distancia del eje de giro al CG de la carga | mm |
| J_cg | Momento de inercia de la carga respecto a su CG (con índice x, y, z) | t·mm² |
| d | Distancia del CG de la carga al eje de giro (con índice 1, 2, 3) | mm |
| l | Distancia del punto de aplicación de la fuerza al eje de giro (con índice 1, 2) | mm |
5 Análisis de resultados
Los resultados del cálculo fueron los siguientes:
| Caso de carga | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| Desplazamiento máximo (mm) | 1.03 | 1.05 | 0.62 | 0.12 | 0.17 | 0.03 |
| Tensión máxima (MPa) | 93 | 92 | 65 | 10 | 14 | 4 |
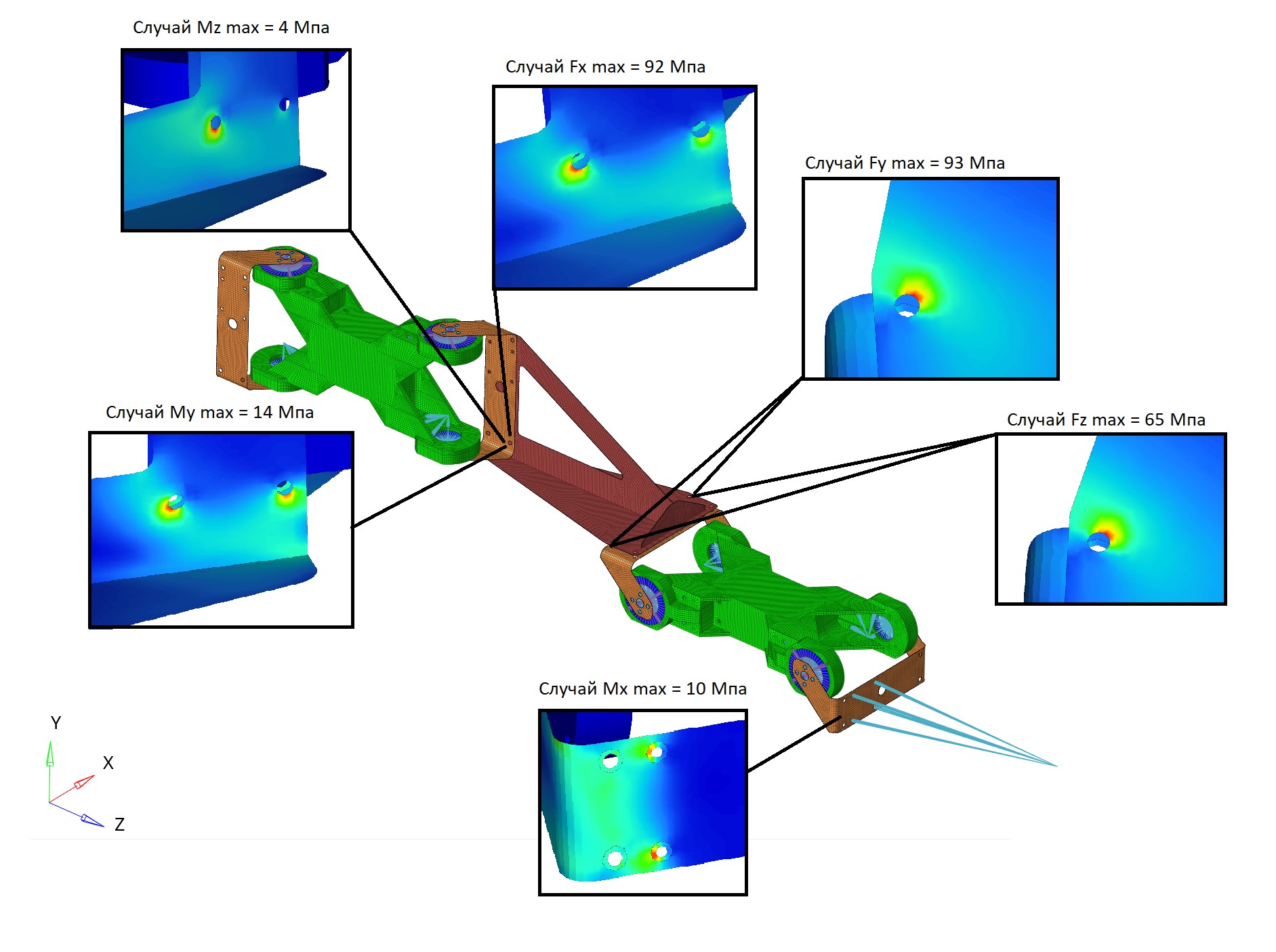
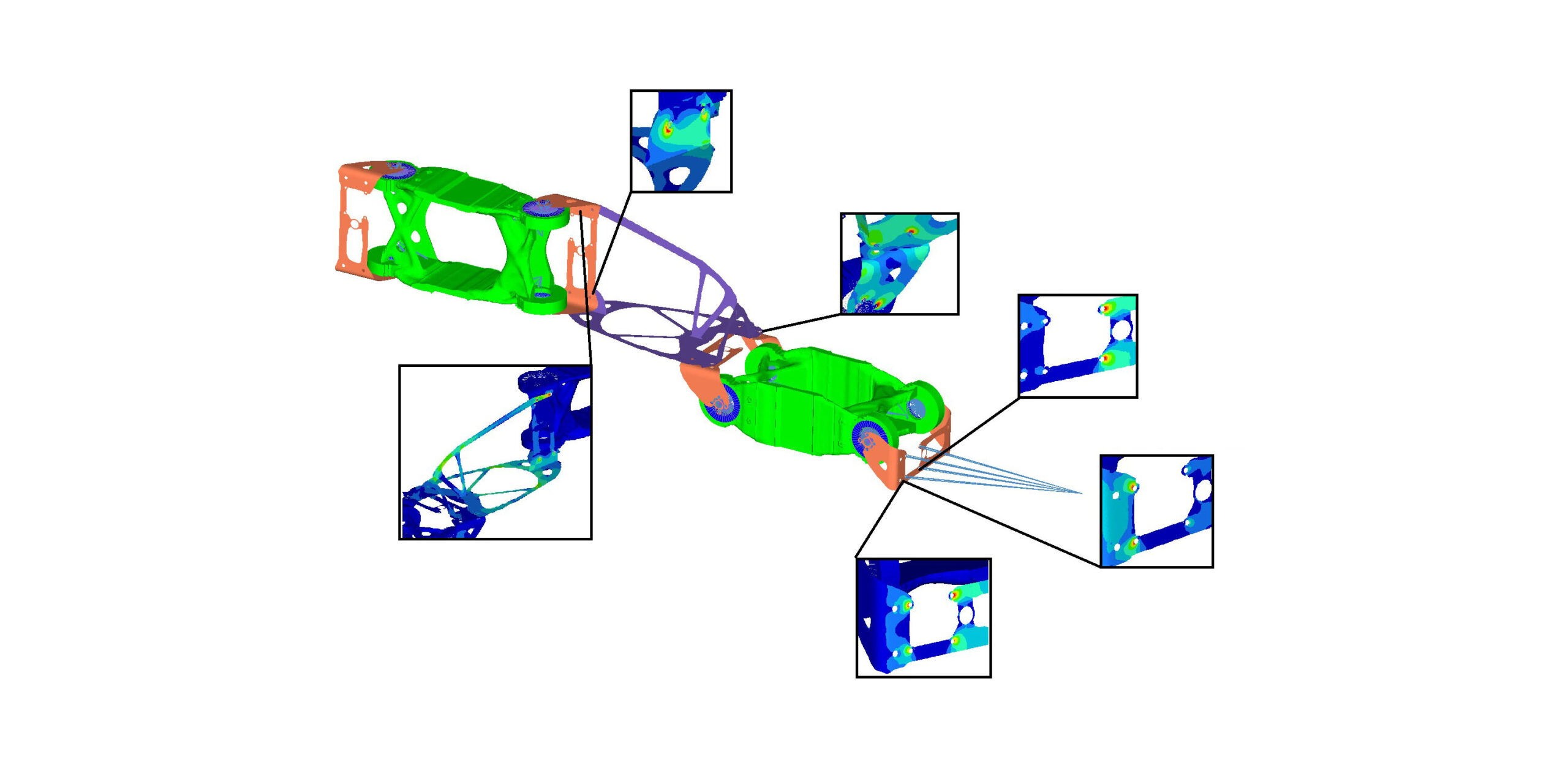
Figura 17 — ubicación de las zonas más cargadas, caso de carga y tensiones que se producen en esas zonas
Las tensiones máximas se producen en los nodos de fijación de los pernos a las piezas. La «aleta» es la que soporta la mayor tensión.
Fundamentos del método de optimización topológica (mediante el algoritmo SIMP)
Los métodos de optimización se dividen en dos categorías: el diseño conceptual y las mejoras.
La optimización a nivel conceptual consiste en realizar la optimización (ya sea de topología o de topografía) en la etapa inicial del proceso de diseño para crear la mejor forma a partir de la cual avanzar.
El programa de optimización, en esencia, automatiza el proceso de diseño — análisis — retroalimentación del modelo — rediseño. Esto permite introducir cambios en la estructura según criterios de diseño sin modificar la topología general. La optimización del diseño puede basarse en la optimización de dimensiones concretas, de la forma o de una forma elegida arbitrariamente.
La optimización topológica está relacionada con la distribución del material y con la forma en que se conectan los elementos dentro de la estructura. Considera la «densidad equivalente», o pseudodensidad, de cada elemento como una variable de diseño.
El método SIMP
El método de optimización topológica permite determinar la distribución óptima del material en una zona de diseño dada, que corresponde a unas condiciones de contorno y unos modos de carga dados, además de cumplir las restricciones adicionales impuestas. La idea del método es determinar la distribución óptima del material en cada parte de la zona de diseño. Para ello, la zona de diseño se divide en N elementos. Cada elemento está relleno de material o vacío. En consecuencia, el número de combinaciones distintas será 2^N, donde N es el número de elementos.
Para resolver el problema de optimización mediante el método SIMP, la densidad del material de cada elemento varía de forma continua en el rango de 0 a 1, o de $rho_{min} $ — pseudodensidad mínima — a 1:
$0 le rho_{min} le rho le 1$
Teniendo en cuenta esta condición, al buscar el mínimo de la función objetivo se varía la densidad del material. Para resolver el problema es preferible utilizar el «método de penalización» con una representación potencial de las propiedades elásticas del material, que puede expresarse como:
$E(rho_e) = rho_e^{p},E$
donde E es el módulo de elasticidad y p es el «coeficiente de penalización», que siempre es mayor que 1, o para la matriz de rigidez del elemento como:
$K(rho_e) = rho_e^{p},K$
donde K es la matriz de rigidez del elemento y p es el «coeficiente de penalización», que siempre es mayor que 1.
Flexibilidad y rigidez
La rigidez global de la estructura también puede emplearse como función objetivo. Esto también puede considerarse como minimizar la flexibilidad para una reducción de masa dada. La flexibilidad es una medida de la movilidad global o «blandura» de la estructura; es la inversa de la rigidez. La flexibilidad total es igual a la suma de las energías de deformación, o energía elástica, de los elementos. Minimizar la flexibilidad total equivale a maximizar la rigidez total.
El algoritmo de optimización, mediante un proceso iterativo, busca determinar las densidades de los elementos que minimizan la flexibilidad global de la estructura:
$C(rho) = sum_{i=1}^{N} rho_i^{p}, mathbf{u}_i^{mathsf{T}}, mathbf{k}_i, mathbf{u}_i$
donde u es el vector de desplazamientos del i-ésimo elemento, k es la matriz de rigidez del i-ésimo elemento y ρ es la pseudodensidad del elemento correspondiente. La ecuación tiene la forma:
$K,U = F$
donde K es la matriz de rigidez, U es la matriz de desplazamientos y F es el vector de fuerzas.
Consideraciones de fabricabilidad
Una estructura cuya forma se determina a partir de una optimización tridimensional, en muchos casos no puede fabricarse con tecnologías estándar. Por ello, en tales casos es necesaria una evaluación de la fabricabilidad de la geometría de las estructuras optimizadas. Además, para resolver este problema, durante la optimización se pueden establecer ciertas restricciones que contribuyan a obtener una geometría lista para fabricarse mediante diversas tecnologías de producción tradicionales.
Por ello, para la optimización según el algoritmo anterior, para cada pieza optimizada es necesario crear un Des space — una geometría ampliada en la que se realizará la búsqueda del diseño óptimo.

Figura 18 — Des space del soporte de acero en forma de U |

Figura 19 — Des space del soporte de aluminio |

Figura 20 — Des space del soporte de acero «aleta»
Parámetros y restricciones de optimización
Para llevar a cabo la optimización es necesario crear variables o parámetros (respuestas) del modelo según los cuales se optimizará la pieza. Creamos 2 respuestas del sistema, o parámetros:
Primer parámetro — wcompliance (flexibilidad ponderada). La relación tiene la forma:
$C_w = sum_{i} W_i , C_i = frac{1}{2}sum_{i} W_i , mathbf{u}_i^{mathsf{T}} , mathbf{f}_i$
Segundo parámetro — masa en el espacio de diseño dado. Este parámetro nos da la masa de la zona de diseño. Puede definirse para toda la estructura, así como para propiedades (componentes) y materiales individuales, o para grupos de propiedades (componentes) y materiales.
Además de la función objetivo (es decir, reducir la flexibilidad), es necesario definir restricciones. dconstrain es una restricción que el solver no debe infringir. En los cálculos, la masa no debe diferir de la masa de la pieza anterior en más del 15%. Esto significa que la restricción de masa para cada zona de diseño será distinta. En este programa también se puede definir una restricción sobre el volumen, el volumen relativo o la masa relativa. La diferencia entre la masa relativa y el volumen relativo es que la masa relativa incluye en el cálculo la masa de todo el modelo, mientras que la fracción de volumen solo tiene en cuenta la zona de diseño.
Para encontrar la forma más óptima es necesario crear una función objetivo. Esta función es el extremo que debemos hallar. Aquí se especifican diversas respuestas del sistema (desplazamiento, ángulo de torsión, tensiones, etc.). En este caso especificamos wcompliance como la función cuyo mínimo buscará el programa.
A continuación, establecemos restricciones de optimización adicionales. Además de la masa, otra restricción adicional será la tensión máxima admisible de 150 MPa. Este parámetro debe ser inferior al límite elástico del material, porque al alcanzarse el límite elástico la pieza se deforma plásticamente, lo que puede tener consecuencias muy graves. Hay que entender que el valor de la restricción de tensión se comparará con la tensión del elemento según la teoría de von Mises.
Restricciones de fabricación en OptiStruct
El problema de la optimización topológica es que los conceptos de diseño desarrollados muy a menudo no son fabricables. Otro problema es que la solución del problema de optimización topológica puede depender de la malla si no se toman las medidas adecuadas.
OptiStruct ofrece varios métodos distintos para tener en cuenta la fabricabilidad al realizar la optimización topológica:
mindim — controla el tamaño más pequeño que debe conservarse al buscar la topología, y además minimiza el efecto de «tablero de ajedrez» creado por la malla y proporciona un diseño más discreto. Dado que la optimización requiere un valor discreto de 1 o 0 para los elementos, esta restricción suele mejorar la claridad del diseño al eliminar los elementos intermedios que de otro modo podrían formarse.
draw direction — en el proceso de fundición o fresado es imposible crear cavidades que no estén abiertas ni orientadas en la dirección de desplazamiento del molde. Los diseños resultantes de la optimización topológica suelen contener cavidades no aptas para la fundición o el fresado. Convertir una solución de diseño así en un diseño fabricable puede ser extremadamente difícil, si no imposible.
OptiStruct permite establecer restricciones de dirección de extracción para que una determinada topología admita el desplazamiento del molde en una dirección dada.
Hay disponibles dos opciones de extracción:
- The “SINGLE” supone que se utilizará un único molde, que se mueve en una dirección de extracción dada. La superficie inferior de la pieza que se funde es una parte de trabajo predefinida del molde.
- The “SPLIT” implica que se utilizarán dos moldes para fundir la pieza descrita en esta tarjeta DTPL, que se separan en una dirección de extracción dada.
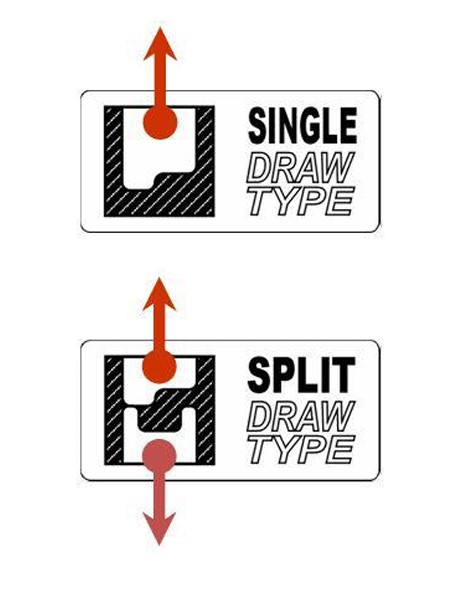
Figura 21 — diferencia entre draw single y draw split
Al usar la opción de extracción «SINGLE» pueden surgir restricciones al fabricar por estampación o con chapa metálica. Este parámetro acelera la evolución de una estructura interpretable como una cáscara 3D, una zona de diseño 3D. Esto permite diseñar cáscaras 2D o piezas estampadas a partir de una zona de diseño 3D, proporcionando mayor flexibilidad de diseño.
La pieza puede contener no solo una zona de diseño, sino también una zona no de diseño. Estas zonas no de diseño deben definirse como obstáculos para el proceso. Esto conserva la posibilidad de fundir el diseño final. Cabe señalar también que para las restricciones de dirección de extracción existe un tamaño mínimo de elemento por defecto. Este valor se define como tres veces el tamaño medio de celda de los componentes correspondientes. Así pues, la densidad de malla del modelo y la fracción de volumen requerida deben elegirse de modo que haya material suficiente para rellenar los elementos del tamaño mínimo por defecto. El usuario puede especificar el tamaño mínimo de elemento deseado para cada parte de la estructura.
Pattern repetition — es una técnica que permite conectar diversos componentes estructurales de manera que se creen patrones topológicos similares.
Pattern grouping — vinculación de variables para que se formen las formas estructurales deseadas. Lineales, planas, circulares, radiales, etc. Los elementos estructurales conformados se controlan mediante variables individuales, lo que garantiza que el diseño coincida con el patrón deseado. Las opciones de agrupación de patrones por un plano, dos planos, tres planos y simetría cíclica también utilizan un enfoque similar para garantizar que se cree simetría en la solución.
Resultados de la optimización del soporte de acero «aleta»
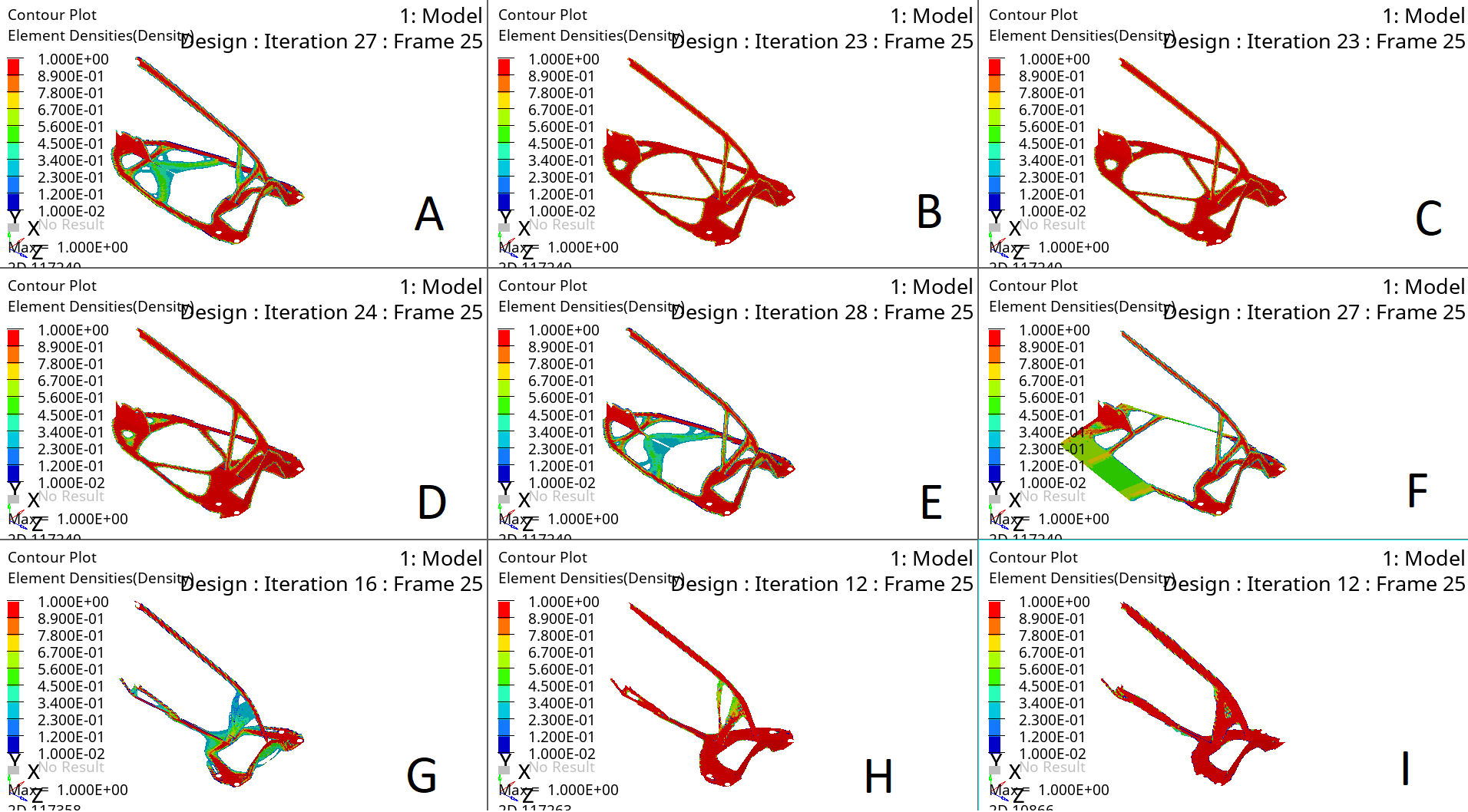
Figura 22 — variantes de optimización obtenidas para la «aleta»
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| Material | Acero | Acero | Acero | Acero | Acero | Acero | Acero | Acero | Acero |
| Espesor | 8 | 6 | 5 | 4 | 3 | 6 | 15 | 8 | 6 |
| Número de cargas | 6 | 6 | 6 | 6 | 6 | 2 | 1 | 1 | 1 |
Como se aprecia en los patrones de optimización obtenidos, el plano YZ del soporte es responsable de la rigidez a flexión del manipulador respecto al eje X. Se recomienda aumentar el espesor de esta pared hasta 6 mm; esta parte es la que más contribuye a la rigidez en el eje Y. El plano XZ del soporte es responsable de la flexión respecto al eje Y, y este plano puede hacerse de 3 mm de espesor. La elección del contorno concreto y de su trazado depende únicamente del ingeniero. Las zonas rojas son las más cargadas, mientras que el borde amarillo-verdoso representa zonas opcionales, y el ingeniero decide si incluirlas o no.
Resultados de la optimización del soporte de acero en forma de U
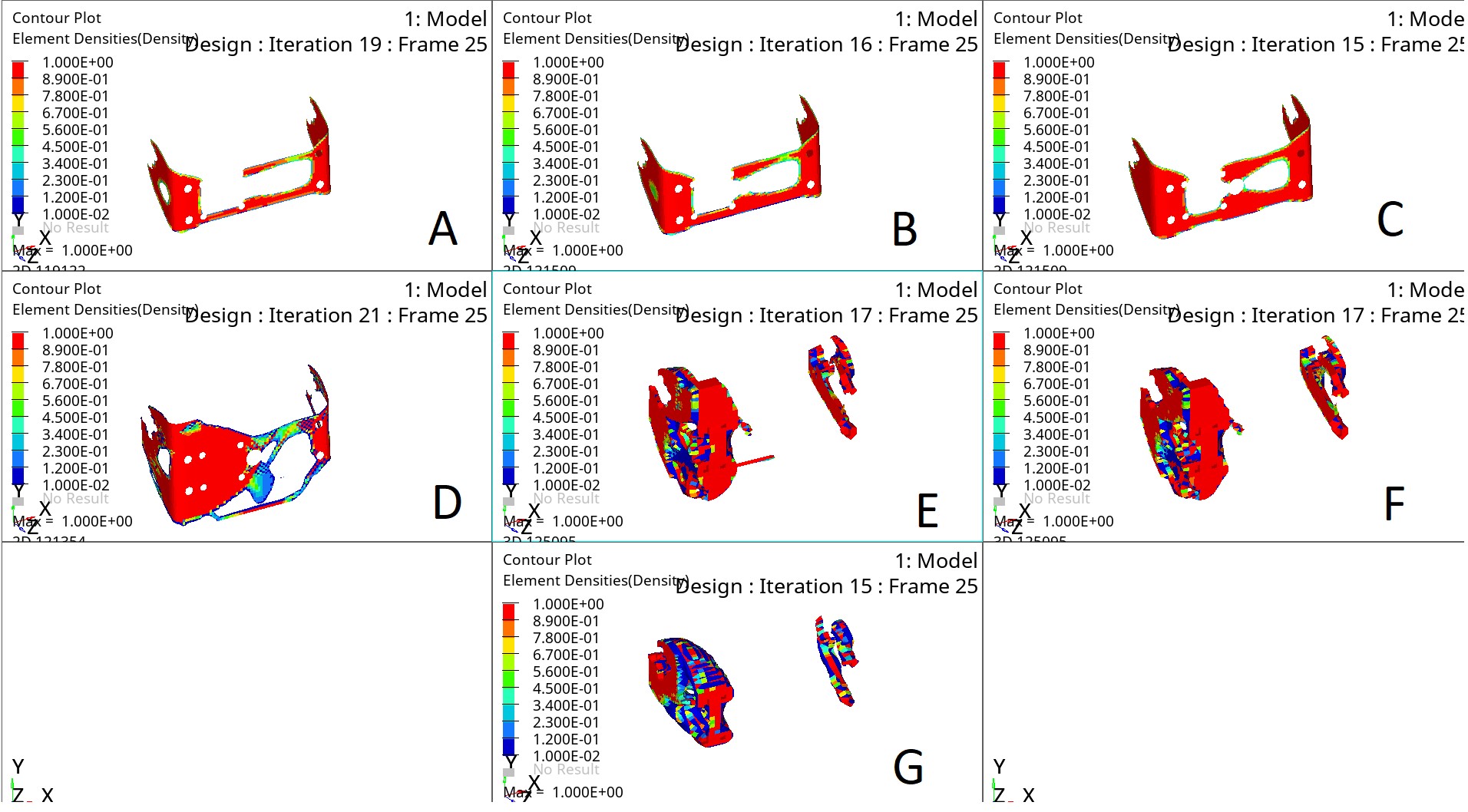
Figura 23 — variantes de optimización obtenidas para el soporte de acero en forma de U
| A | B | C | D | E | F | G | |
|---|---|---|---|---|---|---|---|
| Material | Acero | Acero | Acero | Acero | Acero | Acero | Acero |
| Espesor | 8 | 6 | 5 | 3 | |||
| Número de cargas | 6 | 6 | 6 | 1 | 1 | 1 | 1 |
Como se aprecia en los patrones de optimización obtenidos del soporte de acero en forma de U, el orificio central no está cargado. También se recomienda ampliar la base del soporte y aumentar el espesor hasta 6 mm.
Resultados de la optimización del soporte de aluminio
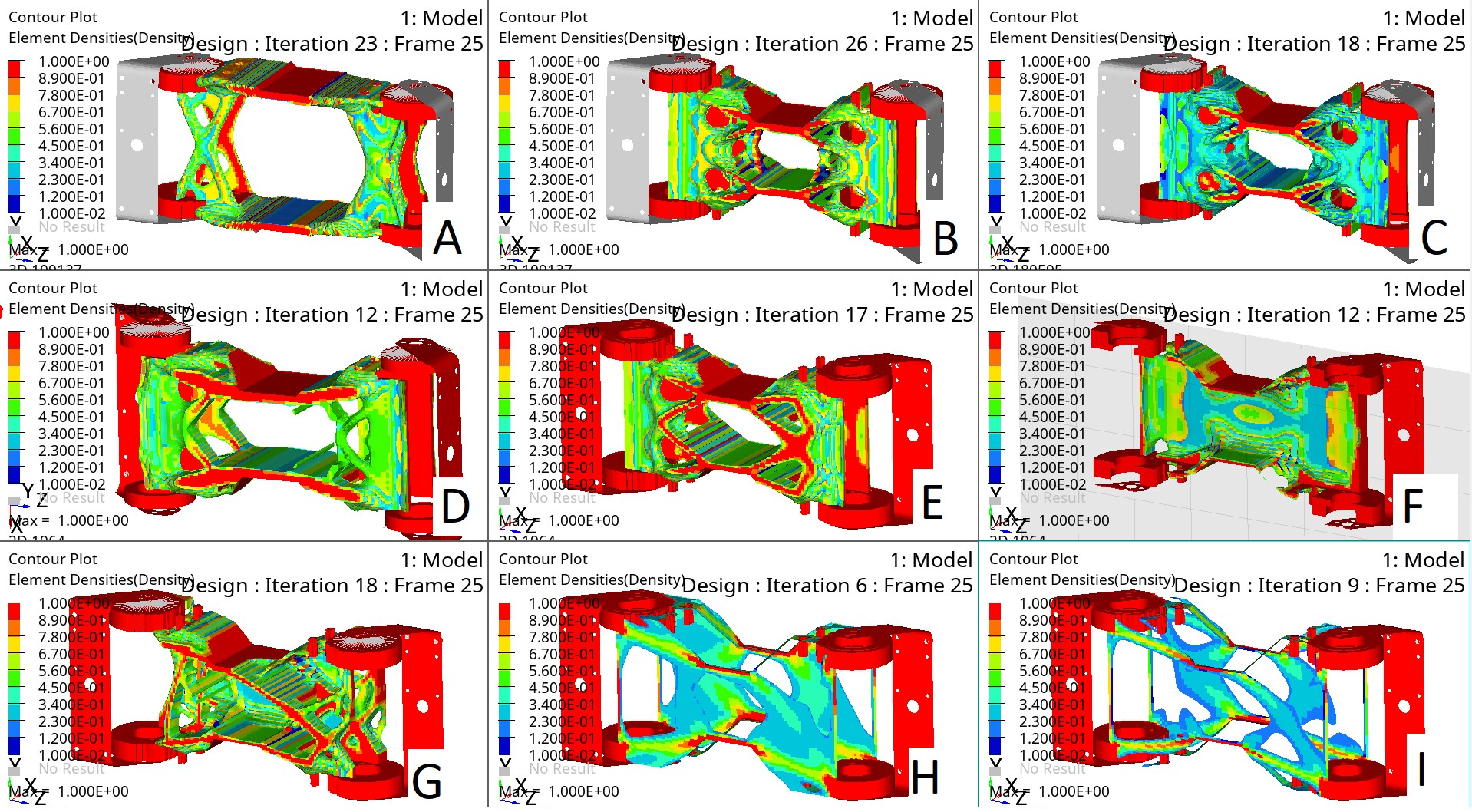
Figura 24 — variantes de optimización obtenidas para el soporte de aluminio
| A | B | C | D | E | F | G | H | I | |
|---|---|---|---|---|---|---|---|---|---|
| Material | Aluminio | Aluminio | Aluminio | Aluminio | Aluminio | Aluminio | Acero | Acero | Acero |
| Simetría | yes | yes | yes | yes | yes | yes | no | yes | yes |
| Número de cargas | 6 | 6 | 6 | 6 | 2 | 2 | 1 | 1 | 1 |
Como se aprecia en los patrones de optimización obtenidos, no es posible sustituir el soporte de aluminio por uno de acero debido a su masa demasiado pequeña. La mayoría de los patrones de optimización muestran que lo mejor es distribuir la masa a lo largo de las paredes. Esto tiene una explicación. Dado que el manipulador trabaja a flexión, el optimizador busca la forma de sección transversal más óptima para la flexión, es decir, una viga en doble T. Puesto que la parte central está poco cargada y son las partes más exteriores las que más contribuyen a la rigidez.

Figura 25 — la sección transversal más rígida a flexión
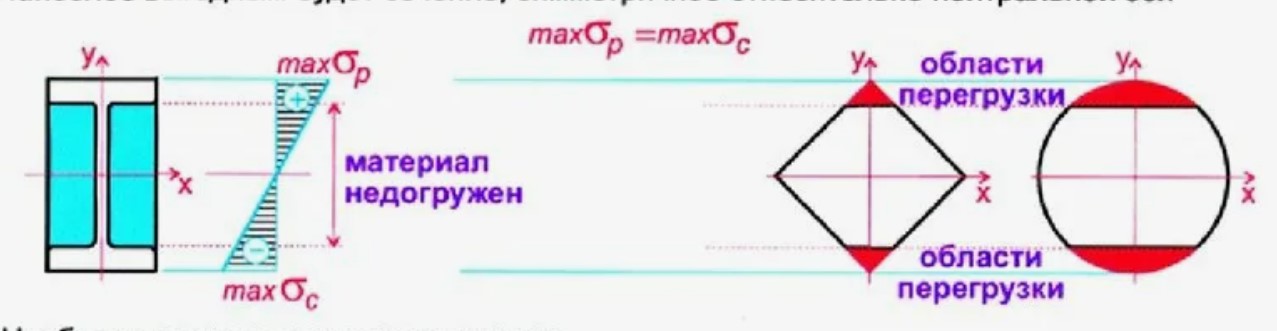
Figura 25 — la sección transversal más rígida a flexión
Cálculo de verificación
Tras seleccionar la forma, debe realizarse un cálculo de verificación:

Figura 26 — MEF de la estructura optimizada
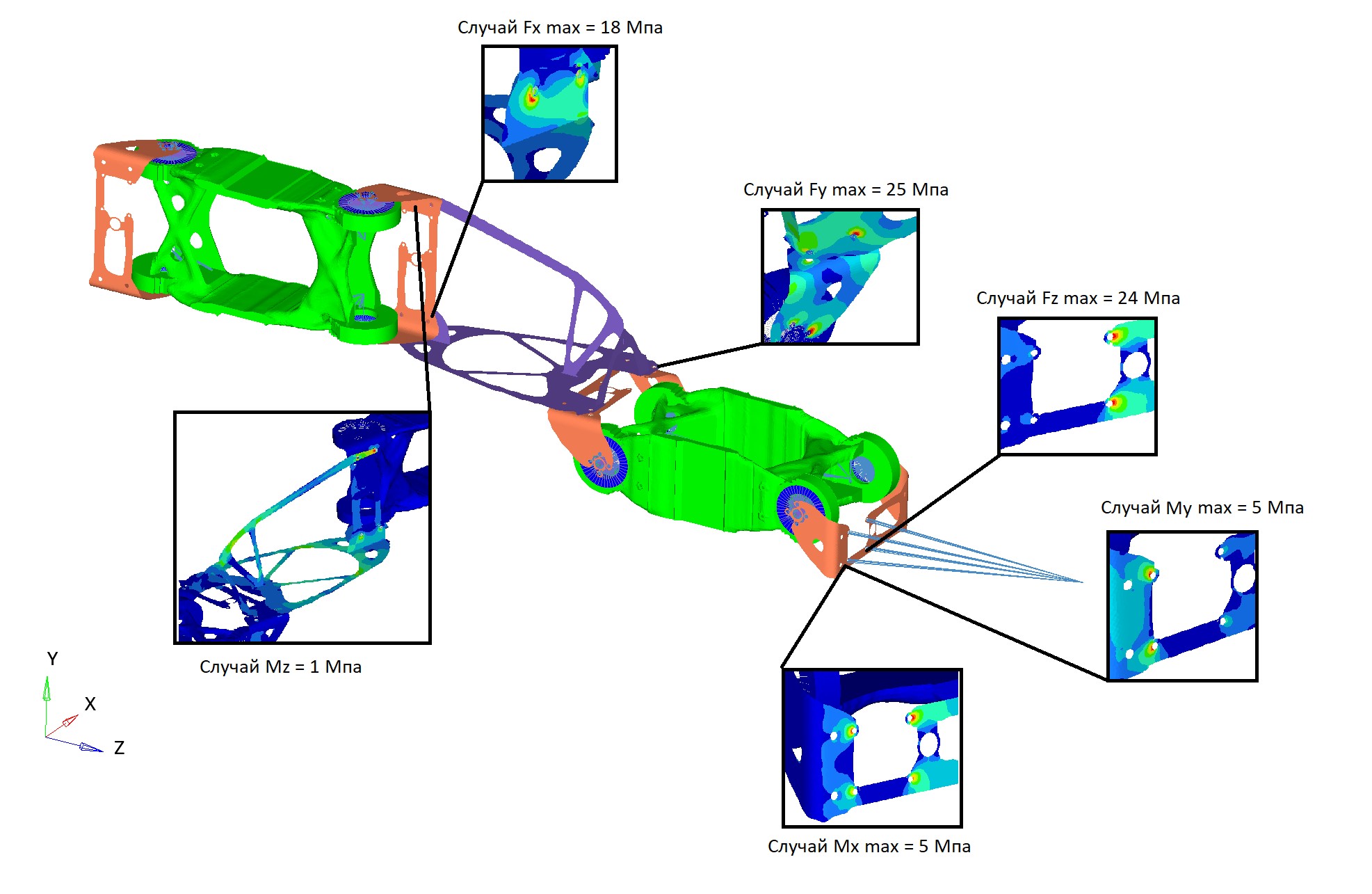
Figura 27 — resultados de cálculo obtenidos de la estructura optimizada
Resultados del diseño optimizado
| Caso de carga | Fx | Fy | Fz | Mx | My | Mz |
|---|---|---|---|---|---|---|
| Desplazamiento máximo (mm) | 0.41 | 0.31 | 0.21 | 0.04 | 0.05 | 0.01 |
| Tensión máxima (MPa) | 18 | 25 | 24 | 5 | 5 | 1 |
Las tensiones máximas se producen en los nodos de fijación de los pernos a las piezas.

Figura 28 — versión final del manipulador con mayor rigidez estructural
Comparación: diseño original frente al optimizado
| Parámetro | Diseño original | Diseño optimizado |
|---|---|---|
| Masa | 1.937 kg | 2.376 kg |
| Tensión máx. | 93 MPa | 25 MPa |
| Deflexión por Fy | 1.05 mm | 0.41 mm |
| Deflexión por Fx | 1.03 mm | 0.31 mm |
| Deflexión por Fz | 0.62 mm | 0.21 mm |
| Deflexión por Mx | 0.12 mm | 0.04 mm |
| Deflexión por My | 0.17 mm | 0.05 mm |
| Deflexión por Mz | 0.03 mm | 0.01 mm |
Conclusiones
No se cumplieron los requisitos técnicos; to ensure la rigidez requerida, la masa admisible debería aumentarse en más del 15% respecto al valor actual. Se logró una mejora significativa de la rigidez: como resultado de la optimización topológica de elementos estructurales clave, se consiguió una reducción de la flexibilidad. Los desplazamientos del manipulador disminuyeron entre un 57 y un 76% según el caso de carga.
No se alcanzó el indicador objetivo: a pesar de la mejora significativa, la deflexión final del extremo del manipulador (desplazamiento máximo de 0,41 mm) superó el valor exigido por los requisitos técnicos (no más de 0,3 mm). Así pues, no se pudo cumplir plenamente el requisito principal de las especificaciones técnicas.
Recomendaciones para alcanzar los parámetros requeridos
Para alcanzar los parámetros requeridos, considere las siguientes opciones:
- Aumentar la masa admisible por encima de la restricción actual del 15%
- Aumentar el número de elementos estructurales no idénticos, haciendo más ligero cada elemento estructural sucesivo a partir de la base de montaje del manipulador
- Sustituir los soportes de aluminio por unos de acero — dado que el aluminio tiene un módulo de elasticidad de 70 GPa y el acero de 200 GPa, esto aumentará la rigidez de la pieza 2,5 veces bajo la misma carga
- Considerar materiales alternativos con un módulo de elasticidad mayor que el del aluminio y una densidad menor que la del acero
- Desplazar el centro de masas lo más cerca posible de la base para reducir los momentos de inercia
Eficacia del método de optimización
La aplicación del método de optimización topológica ha demostrado su eficacia para encontrar la distribución óptima del material en zonas de diseño dadas (Des space). El método permitió identificar las zonas cargadas y descargadas de las piezas y formular recomendaciones concretas para modificar su geometría. No obstante, la fabricabilidad de las soluciones no es la mejor.
Soluciones de diseño concretas obtenidas
Para cada uno de los tres soportes optimizados se obtuvieron variantes a partir de las cuales se desarrollaron nuevas geometrías. Es importante entender que, al trazar los elementos estructurales, la masa será mayor que la calculada, debido a las fronteras imprecisas de las formas obtenidas, mientras que al trazar se fija una frontera nítida.
For the steel U-shaped bracket: Se recomienda ampliar la base y aumentar hasta 6 mm el espesor de la pared responsable de la rigidez a flexión.
For the aluminum bracket: El optimizador mostró la conveniencia de distribuir la masa a lo largo de las paredes, buscando una forma de viga en doble T.
For the steel “fin” bracket: Se recomienda aumentar el espesor de la pared vertical hasta 6 mm. La base puede dejarse en 3 mm o aumentarse hasta un espesor de 6 mm.
Verificación de la resistencia
El cálculo de verificación de la estructura optimizada mostró que las tensiones máximas en las piezas disminuyeron de forma significativa (de 93 MPa a 25 MPa), lo cual está muy por debajo del límite elástico de los materiales y proporciona un mayor margen de seguridad. Al mismo tiempo, se respetó la restricción de masa (aumento no superior al 15%).
Conclusión final
Se obtuvo una estructura del manipulador más rígida y resistente que, sin embargo, no cumple plenamente el requisito inicial de deflexión ≤ 0,3 mm. Los resultados y la metodología obtenidos son una base sólida para futuras iteraciones de diseño orientadas a cumplir plenamente los requisitos técnicos, posiblemente mediante el uso de materiales más rígidos o cambios adicionales en el esquema cinemático.
Muy buen artículo. La mayoría de la gente intenta ganar rigidez engrosando las piezas impresas cuando el verdadero problema está en el backlash de las reductoras y en la flexión de los ejes. Vosotros lo habéis señalado bien: de poco sirve un eslabón rígido si la articulación tiene holgura. La parte de pretensar los rodamientos me ha parecido especialmente útil.
¿merece la pena pasar de aluminio a fibra de carbono o la mejora de rigidez no compensa el coste?
La fibra de carbono mejora la relación rigidez-peso, pero en un brazo de bajo coste el eslabón débil casi siempre son las uniones y los rodamientos, no el material del brazo. Reforzar las juntas suele dar más rigidez por euro que cambiar a carbono.
Ahora está claro, gracias.
La rigidez es lo que separa un brazo de juguete de uno usable. Buen tema.
para mi el problema casi nunca es el material sino las uniones entre piezas